Назначение электрического оборудования вагона трамвая. Общие сведения о трамвае
Практически год назад в Москву стали . До этого город покупал лишь польские Песы, но обвал рубля не дал закрыть даже старый контракт по ним . Программа обновления вагонов не должна была останавливаться, поэтому был объявлен новый конкурс на 300 машин, где победила компания «ПК Транспортные системы» с трехсекционными низкопольными трамваями Витязь-М.
Сегодня городу поставлено чуть меньше половины от запланированного, а новые трехсекционные трамваи с низким полом можно встретить на многих маршрутах северо-востока и востока города. Мне же захотелось посмотреть на закрытую для всех часть работы -
как собирают Витязей.
Сборка трамваев идёт в Твери. Начинается всё с тележек: колёсные пары собирают с подвеской и моторами
Пружина будущей подвески:
У Витязей каждая тележка с таким мотором, за счёт чего трамвай может быстро разгоняться. Если кто не знал, электромоторы намного эффективнее бензиновых, поэтому трамвай легко может обогнать легковушку на светофоре при хороших рельсах и обточенных колёсах.
В цеху работают 12 человек, а вся сборка занимает от 3 дней. Мы немного не угадали со временем и приехали в 11:55 -
за 5 минут до обеда. Поэтому при нас только сделали заготовку для будущей колёсной пары, но к прессованию не приступили:
Колёсная пара в сборке:
Промежуточная стадия сборки всей тележки. Тут пока нет двигателей:
Тележка разработана с нуля и позволяет делать полностью низкий пол с широкими проходами даже в средних секциях вагона:
Электромагнитные тормоза используются только в экстренном случае. Первое время водители перестраховывались и пользовались ими для остановки на красный свет, из-за чего пассажиров немного кидало по салону. Сейчас такой проблемы уже нет.
У всего своё место и бережное производство:
Каркас вагонов и покраску делает на подряде Тверской вагоностроительный завод, но из-за режимности снять процесс не получилось.
Маски переда и зада. Говорят, что Департамент транспорта собирается сделать полностью индивидуальный дизайн для города (распространённая в мире практика).
Вагон попадает на сборочную линию в таком виде:
Из одного цеха в другой их перевозят на специальной платформе:

Для транспортировки вагоны ставят на временные тележки. В итоге низкопольный трамвай по габаритам напоминает вагон метро:
Полное производство трамвая занимает около 90 дней, сборка же идёт не менее 4 дней. Работают две линии, на каждой из которых 46 человек трудятся ради комфорта москвичей. Сами линии сборки универсальные, но при мне тут собирали только московский заказ:

Вставка окон:
Каждую секцию собирают отдельно, лишь в конце трамвай соединяют в одно целое для настройки и проверки:
Немного трамвайной эротики:

Это 152 трамвай из 300. За год некоторые моменты трамвая были доработаны, например, была исправлена проблема валидации билета во время движения.
Салон трамвая изначально был бежевым, а сейчас белый. Ещё был доработан климат-контроль, изменена конструкция форточек, установлены широкие мониторы и улучшены USB зарядки. Я же всё жду функцию памяти кнопок открытия дверей: нажал на кнопку в двери перед подъездом к остановке, а она открылась сразу после разблокировки. Сейчас кнопки включаются после команды из кабины, из-за чего теряется несколько секунд на посадку-высадку. Говорят, что настроить такое не проблема, но есть много подводных камней с точки зрения безопасности.
Оптику освещения тоже модернизировали, сейчас она полностью светодиодная:
Трамваю несколько раз меняли окрас, от полностью синего цвета к бело-серому и итоговому амстердамскому. На трамвай теперь наносят символы инвалида и велосипеда. С удивлением иногда узнаю, что люди не в курсе про бесплатный провоз велосипеда в наземном транспорте -
теперь таких должно стать меньше:
После 180 вагона у трамвая изменят салон -
должно стать лучше, хотя вместо двойных сидений где-то будут полуторные:
Практически все комплектующие трамвая делают в России. Поручни, например, везут из Красноярска:
Конвейер сборки -
двигается вагон, но не персонал. За счёт этого сборка занимает меньше времени и уменьшается процент брака.
Принимает вагоны не начальник смены, а директор по эксплуатации. Москва закупает технику по договору жизненного цикла, то есть за исправный выход трамваев на линию с пассажирами отвечает производитель. Если директор по эксплуатации примет плохой вагон, то он его сам же потом будет чинить и платить неустойку городу.

Под конец вагоны ставят на собственные тележки для финальной отладки и сборки:
Все домкраты синхронизированы и не дадут вагону просесть даже полсантиметра с какой-либо стороны. Иначе из трамвая вылетят все окна в лучшем случае, а в худшем -
поведёт кузов и его придётся сдавать на переработку:
Трамвай в более привычном виде:
Новый монитор без перекладины в середине:
Современный трамвай -
машина умная. Ремонт техники теперь не заключается в трёхэтажном мате и молотке побольше, что часто очень расстраивает местные службы эксплуатации. Зато многие вещи можно отладить за счёт обновления программного обеспечения без переделки вагонов. При мне рабочие обсуждали программу для автоматического подогрева ёмкости с песком, например.
Мониторов у водителя больше, чем в Тесле:


Дальше вагон рассоединяют, грузят на фуры и везут в Москву по секциям, а в депо собирают обратно.
Приятные новости для фанатов ПК ТС: до конца года компания планирует показать две новые модели трамвая и электробус собственной разработки. Само производство планируют перевести в Петербург в новые цеха.
Спасибо пресс-службе Мосгортранса и ПК ТС за организацию съёмки! К слову, в будущем Москва собирается объявить ещё один конкурс на закупку 300 трамваев.

 Общие понятия о движении тела Механическим движением называется взаимное перемещение тел в пространстве, в результате которого происходит изменение расстояния между телами или между отдельными их частями. Движение бывает поступательным и вращательным. Поступательное движение характеризуется перемещением тела относительно точки отсчета. Вращательным называется движение, при котором тело, оставаясь на месте, движется вокруг своей оси. Одно и то же тело может находиться одновременно во вращательном и поступательном движениях, например: колесо автомашины, колесная пара вагона и т. п.
Общие понятия о движении тела Механическим движением называется взаимное перемещение тел в пространстве, в результате которого происходит изменение расстояния между телами или между отдельными их частями. Движение бывает поступательным и вращательным. Поступательное движение характеризуется перемещением тела относительно точки отсчета. Вращательным называется движение, при котором тело, оставаясь на месте, движется вокруг своей оси. Одно и то же тело может находиться одновременно во вращательном и поступательном движениях, например: колесо автомашины, колесная пара вагона и т. п.

 Скорость и ускорение Путь, пройденный за единицу времени, называется скоростью. Равномерным движением называют такое, при котором тело за любые одинаковые промежутки времени проходит одинаковые пути. Для равномерного движения: где: S длина путь в м. (км), t время в сек. (час), Ucp средняя скорость в км/час. При неравномерном движении за равные отрезки времени тело перемещается на различные расстояния. Неравномерное движение может быть равноускоренным или равнозамедленным. Ускорением (замедлением) называется изменение скорости в единицу времени. Если скорость за равные промежутки времени увеличивается (уменьшается) на равные величины, то движение называется равноускоренным (равнозамедленным).
Скорость и ускорение Путь, пройденный за единицу времени, называется скоростью. Равномерным движением называют такое, при котором тело за любые одинаковые промежутки времени проходит одинаковые пути. Для равномерного движения: где: S длина путь в м. (км), t время в сек. (час), Ucp средняя скорость в км/час. При неравномерном движении за равные отрезки времени тело перемещается на различные расстояния. Неравномерное движение может быть равноускоренным или равнозамедленным. Ускорением (замедлением) называется изменение скорости в единицу времени. Если скорость за равные промежутки времени увеличивается (уменьшается) на равные величины, то движение называется равноускоренным (равнозамедленным).
 Масса, сила, инерция Всякое действие одного тела на другое, являющееся причиной появления ускорения, замедления, деформации называется силой. Например, трамвай можно стронуть с места, если приложить силу тяги к колесной паре вагона. Чтобы затормозить его, надо приложить тормозную силу к ободу бандажа. На одно и то же тело могут действовать одновременно несколько сил. Сила, которая производит такое же действие, как несколько одновременно действующих сил, называется равнодействующей этих сил. Явление сохранения скорости тела при отсутствии действия на него других тел называется инерцией. Она проявляется в различных случаях: при внезапной остановке вагона пассажиры наклоняются вперед, или поезд, спустившийся с горы, может продолжать двигаться по горизонтали, не включая двигатели, и т. п. Мерой инерции тела является его масса. Масса определяется количеством вещества, заключенного в теле.
Масса, сила, инерция Всякое действие одного тела на другое, являющееся причиной появления ускорения, замедления, деформации называется силой. Например, трамвай можно стронуть с места, если приложить силу тяги к колесной паре вагона. Чтобы затормозить его, надо приложить тормозную силу к ободу бандажа. На одно и то же тело могут действовать одновременно несколько сил. Сила, которая производит такое же действие, как несколько одновременно действующих сил, называется равнодействующей этих сил. Явление сохранения скорости тела при отсутствии действия на него других тел называется инерцией. Она проявляется в различных случаях: при внезапной остановке вагона пассажиры наклоняются вперед, или поезд, спустившийся с горы, может продолжать двигаться по горизонтали, не включая двигатели, и т. п. Мерой инерции тела является его масса. Масса определяется количеством вещества, заключенного в теле.

 Трение и смазка Соприкосновение тел между собой сопровождается трением. В зависимости от вида движения различают три вида трения: Ø трение покоя; Ø трение скольжения; Ø трение качения Смазывание трущихся частей отдельных деталей и узлов различных механизмов уменьшает силы трения, а значит, износ, содействует отводу тепла и равномерному его распределению, снижает шум и т. п.
Трение и смазка Соприкосновение тел между собой сопровождается трением. В зависимости от вида движения различают три вида трения: Ø трение покоя; Ø трение скольжения; Ø трение качения Смазывание трущихся частей отдельных деталей и узлов различных механизмов уменьшает силы трения, а значит, износ, содействует отводу тепла и равномерному его распределению, снижает шум и т. п.


 Общие понятия Трамвай – это экипаж, приводимый в движение электрическими тяговыми двигателями, получающими энергию от контактной сети, и предназначенный для пассажирских и грузовых перевозок в городе по проложенному рельсовому пути. Трамваи подразделяют по назначению на пассажирские, грузовые и специальные. По конструкции вагоны делятся на моторные, прицепные и сочлененные. Трамвайный поезд может быть сформирован из двух или трех моторных вагонов. При этом управление ведется из кабины головного вагона. Такие поезда называют поездами, работающими по системе многих единиц. Прицепные вагоны не имеют тяговых двигателей и самостоятельно перемещаться не могут.
Общие понятия Трамвай – это экипаж, приводимый в движение электрическими тяговыми двигателями, получающими энергию от контактной сети, и предназначенный для пассажирских и грузовых перевозок в городе по проложенному рельсовому пути. Трамваи подразделяют по назначению на пассажирские, грузовые и специальные. По конструкции вагоны делятся на моторные, прицепные и сочлененные. Трамвайный поезд может быть сформирован из двух или трех моторных вагонов. При этом управление ведется из кабины головного вагона. Такие поезда называют поездами, работающими по системе многих единиц. Прицепные вагоны не имеют тяговых двигателей и самостоятельно перемещаться не могут.

 По нашему предприятию В настоящее время на нашем предприятии эксплуатируются трамвайные вагоны производства Усть Катавского вагоностроительного завода: модели 71 - 605, 71 - 608, 605 608 71 - 619, 71 - 623. Это облегчает обеспечение запчастями, 619 623 обучение персонала, обслуживание и ремонт самих вагонов и т. д. Если первые вагоны были с контакторным управлением, то последние это современные трамвайные вагоны с электронным управлением.
По нашему предприятию В настоящее время на нашем предприятии эксплуатируются трамвайные вагоны производства Усть Катавского вагоностроительного завода: модели 71 - 605, 71 - 608, 605 608 71 - 619, 71 - 623. Это облегчает обеспечение запчастями, 619 623 обучение персонала, обслуживание и ремонт самих вагонов и т. д. Если первые вагоны были с контакторным управлением, то последние это современные трамвайные вагоны с электронным управлением.


 Рама кузова Основными элементами кузова являются рама, каркас (остов), крыша, наружная и внутренняя обшивки, оконные рамы, двери, пол. Все элементы кузова являются несущими и соединяются между собой сваркой, клепкой и на болтовые соединения. Рама кузова цельно сварной конструкции, собранная из стальных замкнутых коробчатых, швеллерообразных и уголковых профилей. Внутри рамы приварены передняя и задняя шкворневые балки коробчатого сечения. Каркас кузова состоит из левой и двух правых боковин, лобовой и задней стенок и крыши. Все они сварной конструкции из стальных профилей разной конфигурации. Каркас привается к раме кузова. Пол представляет из себя устройство выполненное из клееной Пол многослойной фанеры, пропитанной бакелитовым лаком, толщиной 20 мм. Поверх фанеры наклеивается резиновый настил, имеющий рифленую поверхность.
Рама кузова Основными элементами кузова являются рама, каркас (остов), крыша, наружная и внутренняя обшивки, оконные рамы, двери, пол. Все элементы кузова являются несущими и соединяются между собой сваркой, клепкой и на болтовые соединения. Рама кузова цельно сварной конструкции, собранная из стальных замкнутых коробчатых, швеллерообразных и уголковых профилей. Внутри рамы приварены передняя и задняя шкворневые балки коробчатого сечения. Каркас кузова состоит из левой и двух правых боковин, лобовой и задней стенок и крыши. Все они сварной конструкции из стальных профилей разной конфигурации. Каркас привается к раме кузова. Пол представляет из себя устройство выполненное из клееной Пол многослойной фанеры, пропитанной бакелитовым лаком, толщиной 20 мм. Поверх фанеры наклеивается резиновый настил, имеющий рифленую поверхность.
 Внутренняя обшивка выполнена из ДВП или пластика. Наружная обшивка выполнена из гофрированных или плоских стальных листов, закрепленных саморезами к каркасу кузова. Внутренняя поверхность наружной обшивки покрыта противошумной мастикой. Между внутренней и наружной обшивками устанавливается утеплитель из пенопласта. Для доступа к шкафам электрооборудования нижняя часть наружной обшивки оборудована фальшбортами с шарнирным креплением. Крыша кузова выполнена из стекловолокна и крепится к каркасу кузова болтами или болтовыми соединениями. Сверху крыша покрыта ковриком из диэлектрической резины.
Внутренняя обшивка выполнена из ДВП или пластика. Наружная обшивка выполнена из гофрированных или плоских стальных листов, закрепленных саморезами к каркасу кузова. Внутренняя поверхность наружной обшивки покрыта противошумной мастикой. Между внутренней и наружной обшивками устанавливается утеплитель из пенопласта. Для доступа к шкафам электрооборудования нижняя часть наружной обшивки оборудована фальшбортами с шарнирным креплением. Крыша кузова выполнена из стекловолокна и крепится к каркасу кузова болтами или болтовыми соединениями. Сверху крыша покрыта ковриком из диэлектрической резины.










 Пантограф Токоприемник вагона типа «Пантограф» предназначен для Пантограф постоянного электрического соединения между контактным проводом и трамвайным вагоном, как при стоянке, так и при движении. Пантограф обеспечивает надежный токосъем при скорости до 100 км/час. Крепится на крыше вагона изоляторами. Система подвижных рам состоит из двух верхних и двух нижних рам. Каждая нижняя рама состоит из одной трубы переменного сечения, а верхняя рама – из трех тонкостенных труб, образующих равнобедренный треугольник, основанием которого является верхний замковый шарнир, а вершиной шарнирная связь с нижней рамой. Чтобы ток свободно мог проходить через шарниры рамы, не вызывая в них подгаров и приваний, все шарнирные соединения имеют гибкие шунты. Основание пантографа состоит из двух продольных и двух поперечных балок, изготовленной из стали швеллерообразной формы (высота 100 мм. , ширина 50 мм, толщина листа 4 мм.)
Пантограф Токоприемник вагона типа «Пантограф» предназначен для Пантограф постоянного электрического соединения между контактным проводом и трамвайным вагоном, как при стоянке, так и при движении. Пантограф обеспечивает надежный токосъем при скорости до 100 км/час. Крепится на крыше вагона изоляторами. Система подвижных рам состоит из двух верхних и двух нижних рам. Каждая нижняя рама состоит из одной трубы переменного сечения, а верхняя рама – из трех тонкостенных труб, образующих равнобедренный треугольник, основанием которого является верхний замковый шарнир, а вершиной шарнирная связь с нижней рамой. Чтобы ток свободно мог проходить через шарниры рамы, не вызывая в них подгаров и приваний, все шарнирные соединения имеют гибкие шунты. Основание пантографа состоит из двух продольных и двух поперечных балок, изготовленной из стали швеллерообразной формы (высота 100 мм. , ширина 50 мм, толщина листа 4 мм.)
 Нижние рамы приварены к главным валам, на которых установлены рычаги поднимающихся пружин. Для поднятия пантографа и обеспечения необходимого контактного нажатия служат поднимающие пружины. Главные валы соединены друг с другом двумя уравнительными тягами. Подвешивание полоза горизонтальное, на независимых плунжерах, что обеспечивает достаточно большое (до 60 мм.) перемещение полоза, независимо от системы подвески рам. Полоз двухрядный с арочными алюминиевыми вставками, имеет возможность поворота своей продольной оси для обеспечения полного прилегания обоих рядов вставок к контактному проводу. Опускание пантографа производится вручную из кабины водителя веревкой. Для удержания подъемной рамы в опущенном состоянии имеется крюк страховки пантографа, состоящий из продольного угольника, на котором приварена стойка с захватом. Крюк расположен по центру поперечных балок пантографа.
Нижние рамы приварены к главным валам, на которых установлены рычаги поднимающихся пружин. Для поднятия пантографа и обеспечения необходимого контактного нажатия служат поднимающие пружины. Главные валы соединены друг с другом двумя уравнительными тягами. Подвешивание полоза горизонтальное, на независимых плунжерах, что обеспечивает достаточно большое (до 60 мм.) перемещение полоза, независимо от системы подвески рам. Полоз двухрядный с арочными алюминиевыми вставками, имеет возможность поворота своей продольной оси для обеспечения полного прилегания обоих рядов вставок к контактному проводу. Опускание пантографа производится вручную из кабины водителя веревкой. Для удержания подъемной рамы в опущенном состоянии имеется крюк страховки пантографа, состоящий из продольного угольника, на котором приварена стойка с захватом. Крюк расположен по центру поперечных балок пантографа.
 Для зацепления крюка с поперечиной необходимо резко опустить пантограф. Для вывода крюка из зацепления с поперечиной необходимо медленно подтянуть пантограф до резиновых упоров. Под действием противовеса крюк выходит из зацепления, и пантограф поднимается в рабочее положение медленным отпусканием веревки. Давление на контактный провод в рабочем диапазоне: при подъеме 4, 9 – 6 кгс; при опускании 6, 1 – 7, 2 кгс. Разность давлении полоза на контактный провод в диапазоне рабочей высоты не более 1, 1 кгс. Перекос полозов по длине между каретками в верхнем положении не более 10 мм. Минимальная толщина контактной вставки – 16 мм. (nom. 45 мм)
Для зацепления крюка с поперечиной необходимо резко опустить пантограф. Для вывода крюка из зацепления с поперечиной необходимо медленно подтянуть пантограф до резиновых упоров. Под действием противовеса крюк выходит из зацепления, и пантограф поднимается в рабочее положение медленным отпусканием веревки. Давление на контактный провод в рабочем диапазоне: при подъеме 4, 9 – 6 кгс; при опускании 6, 1 – 7, 2 кгс. Разность давлении полоза на контактный провод в диапазоне рабочей высоты не более 1, 1 кгс. Перекос полозов по длине между каретками в верхнем положении не более 10 мм. Минимальная толщина контактной вставки – 16 мм. (nom. 45 мм)


 Салон, кабина водителя. Внутренняя часть кузова представляет собой салон, который подразделяется на переднюю и заднюю площадки и средняя часть. На передней площадке расположена кабина водителя, отгороженная от салона перегородкой с задвижной дверью. В кабине водителя расположены: q пульт управления; q высоковольтное и низковольтное электрооборудование; q сиденье водителя; q огнетушитель; q устройство для опускания пантографа.
Салон, кабина водителя. Внутренняя часть кузова представляет собой салон, который подразделяется на переднюю и заднюю площадки и средняя часть. На передней площадке расположена кабина водителя, отгороженная от салона перегородкой с задвижной дверью. В кабине водителя расположены: q пульт управления; q высоковольтное и низковольтное электрооборудование; q сиденье водителя; q огнетушитель; q устройство для опускания пантографа.
 С пульта управления производится: q управление вагона; q сигнализация; q открывание и закрывание дверей; q включение и выключение освещения; q включение и выключение отопления и др. ; В салоне вагона расположены одно и двух местные сидения для пассажиров, на которых установлены электрические печи для отопления салона. В настоящее время также устанавливаются троллейбусные отопители (ТРО) в количестве 2 3 шт. на вагон. Под сиденьями расположены бункеры песочниц с электроприводами. Также в салоне расположены вертикальные и горизонтальные поручни. На стоке передней двери установлена лестница для подъема на крышу.
С пульта управления производится: q управление вагона; q сигнализация; q открывание и закрывание дверей; q включение и выключение освещения; q включение и выключение отопления и др. ; В салоне вагона расположены одно и двух местные сидения для пассажиров, на которых установлены электрические печи для отопления салона. В настоящее время также устанавливаются троллейбусные отопители (ТРО) в количестве 2 3 шт. на вагон. Под сиденьями расположены бункеры песочниц с электроприводами. Также в салоне расположены вертикальные и горизонтальные поручни. На стоке передней двери установлена лестница для подъема на крышу.
 У дверей расположены: q включатели аварийного открывания дверей; q кнопка экстренного тормоза (СТОП КРАН); q кнопка «остановка по требованию» . На потолке салона расположены линия освещения. Вентиляция салона: q принудительная осуществляется посредством 4 х вентиляторов, которые установлены по левому и правому борту между обшивками кузова q естественная осуществляется через форточки окон, лобовых вентиляционных решеток и двери. Крышевое оборудование: q q токоприемник, типа пантограф; радиореактор; грозоразрядник; высоковольтная кабельная линия
У дверей расположены: q включатели аварийного открывания дверей; q кнопка экстренного тормоза (СТОП КРАН); q кнопка «остановка по требованию» . На потолке салона расположены линия освещения. Вентиляция салона: q принудительная осуществляется посредством 4 х вентиляторов, которые установлены по левому и правому борту между обшивками кузова q естественная осуществляется через форточки окон, лобовых вентиляционных решеток и двери. Крышевое оборудование: q q токоприемник, типа пантограф; радиореактор; грозоразрядник; высоковольтная кабельная линия






 В лобовой части кузова снаружи на торцевой части кузова установлено сцепное устройство (вилка), подножки, бампер. Снаружи кузова по левому и правому бортами установлены фонари габаритных и поворотных огней. В лобовой части кузова на раме установлен отбойный брус. В задней части габаритные огни и сцепное устройство. С правой стороны расположены дверные проемы, подножки.
В лобовой части кузова снаружи на торцевой части кузова установлено сцепное устройство (вилка), подножки, бампер. Снаружи кузова по левому и правому бортами установлены фонари габаритных и поворотных огней. В лобовой части кузова на раме установлен отбойный брус. В задней части габаритные огни и сцепное устройство. С правой стороны расположены дверные проемы, подножки.

 Устройство двери на вагонах 71 605 Вагон имеет три входные одностворчатые двери задвижного типа с индивидуальными электроприводами. Каркас двери изготавливается из облегченных тонкостенных труб прямоугольного сечения и обшивается с наружной и внутренней сторон обшивочными листами. Между листами устанавливается теплоизоляционные пакеты. Верхняя часть двери застеклена. Открывание и закрывание дверей осуществляется при помощи приводов с пульта управления. Привод двери устанавливается в салоне на раму у каждой двери. Состоит из электродвигателя (доработанный генератор Г 108 Г) и двухступенчатого червячно цилиндрического редуктора с передаточным числом 10. Выходной вал редуктора со звездочкой выступает за наружную обшивку вагона и через приводную цепь соединяется с полотном двери. Цепь с внутренней стороны двери закрывается кожухом.
Устройство двери на вагонах 71 605 Вагон имеет три входные одностворчатые двери задвижного типа с индивидуальными электроприводами. Каркас двери изготавливается из облегченных тонкостенных труб прямоугольного сечения и обшивается с наружной и внутренней сторон обшивочными листами. Между листами устанавливается теплоизоляционные пакеты. Верхняя часть двери застеклена. Открывание и закрывание дверей осуществляется при помощи приводов с пульта управления. Привод двери устанавливается в салоне на раму у каждой двери. Состоит из электродвигателя (доработанный генератор Г 108 Г) и двухступенчатого червячно цилиндрического редуктора с передаточным числом 10. Выходной вал редуктора со звездочкой выступает за наружную обшивку вагона и через приводную цепь соединяется с полотном двери. Цепь с внутренней стороны двери закрывается кожухом.
 Для обеспечения угла обхвата ведущей звездочки цепью установлена вспомогательная звездочка. Гайка фрикциона привода должна быть отрегулирована и застопорена из расчета давления на створке дверей при закрывании не более 15 20 кг. В крайних положениях привод отключается автоматически при помощи концевых выключателей (ВК 200 или ДКП 3. 5). Полотно двери подвешиваются при помощи кронштейнов на направляющую, закрепленную на кузове вагона. Каждый кронштейн имеет два ролика сверху и один – снизу. Верхняя подвеска закрывается кожухом. Внизу к двери крепятся два кронштейна с двумя роликами, которые входят в направляющую. Дверь имеет возможность регулировки как в вертикальной плоскости при помощи гаек и контргаек верхней подвески, так и в горизонтальной за счет пазов в кронштейнах. По периметру полотно двери уплотняется уплотнителями. Для смягчения удара при закрывании на стойке двери установлен резиновый буфер. Время на закрывание и открывание дверей 2 4 с.
Для обеспечения угла обхвата ведущей звездочки цепью установлена вспомогательная звездочка. Гайка фрикциона привода должна быть отрегулирована и застопорена из расчета давления на створке дверей при закрывании не более 15 20 кг. В крайних положениях привод отключается автоматически при помощи концевых выключателей (ВК 200 или ДКП 3. 5). Полотно двери подвешиваются при помощи кронштейнов на направляющую, закрепленную на кузове вагона. Каждый кронштейн имеет два ролика сверху и один – снизу. Верхняя подвеска закрывается кожухом. Внизу к двери крепятся два кронштейна с двумя роликами, которые входят в направляющую. Дверь имеет возможность регулировки как в вертикальной плоскости при помощи гаек и контргаек верхней подвески, так и в горизонтальной за счет пазов в кронштейнах. По периметру полотно двери уплотняется уплотнителями. Для смягчения удара при закрывании на стойке двери установлен резиновый буфер. Время на закрывание и открывание дверей 2 4 с.




 Неисправности дверей на вагонах 71 605 Ø сгорел предохранитель; Ø слетела цепь из звездочки из за плохого натяжения; Ø провисание цепи ниже защитного кожуха на расстоянии более 5 мм. ; Ø неисправен концевой выключатель или выключатель на пульте управления; Ø дверь резко открывается и закрывается; Ø неправильно отрегулирована муфта, усилие составляет более 20 кг. ; Ø нарушена упругая муфта; Ø неисправен электродвигатель;
Неисправности дверей на вагонах 71 605 Ø сгорел предохранитель; Ø слетела цепь из звездочки из за плохого натяжения; Ø провисание цепи ниже защитного кожуха на расстоянии более 5 мм. ; Ø неисправен концевой выключатель или выключатель на пульте управления; Ø дверь резко открывается и закрывается; Ø неправильно отрегулирована муфта, усилие составляет более 20 кг. ; Ø нарушена упругая муфта; Ø неисправен электродвигатель;
 Устройство двери трамвайного вагона модели 71 608 К Вагон имеет 4 двери сдвижного типа. Крайние двери одностворчатые, средние - двух створчатые с индивидуальным приводом. Для подъема на крышу в проеме второй двери расположена выдвижная лестница. Каркас двери изготавливается из облегченных тонкостенных труб прямоугольного сечения и обшивается с наружной и внутренней сторон листами. Между листами устанавливается теплоизоляционные пакеты. Верхняя часть двери застеклена. Открывание и закрывание дверей осуществляется при помощи электроприводов с пульта управления нажатием соответствующих тумблеров.
Устройство двери трамвайного вагона модели 71 608 К Вагон имеет 4 двери сдвижного типа. Крайние двери одностворчатые, средние - двух створчатые с индивидуальным приводом. Для подъема на крышу в проеме второй двери расположена выдвижная лестница. Каркас двери изготавливается из облегченных тонкостенных труб прямоугольного сечения и обшивается с наружной и внутренней сторон листами. Между листами устанавливается теплоизоляционные пакеты. Верхняя часть двери застеклена. Открывание и закрывание дверей осуществляется при помощи электроприводов с пульта управления нажатием соответствующих тумблеров.
 Привод управления состоит из электродвигателя, одноступенчатого червячно цилиндрического редуктора. В крайних положениях дверей (закрытом и открытом) электропривод отключается автоматически при помощи бесконтактных датчиков, которые устанавливаются в наддверном поясе около каждой двери. Для включения датчиков на каретке двери установлены пластины. Крепление дверей и створок осуществляется через каретки, которые в свою очередь устанавливаются на жестко закрепленной направляющей к каркасу кузова. От выдавливания двери и створки имеют две фиксирующие точки. Первая фиксирующая точка находится на уровне подоконного уровня через направляющие, которые крепятся к подоконному поясу и дверной стойке каркаса кузова и фасонного ролика, закрепленного неподвижно на дверях и створках.
Привод управления состоит из электродвигателя, одноступенчатого червячно цилиндрического редуктора. В крайних положениях дверей (закрытом и открытом) электропривод отключается автоматически при помощи бесконтактных датчиков, которые устанавливаются в наддверном поясе около каждой двери. Для включения датчиков на каретке двери установлены пластины. Крепление дверей и створок осуществляется через каретки, которые в свою очередь устанавливаются на жестко закрепленной направляющей к каркасу кузова. От выдавливания двери и створки имеют две фиксирующие точки. Первая фиксирующая точка находится на уровне подоконного уровня через направляющие, которые крепятся к подоконному поясу и дверной стойке каркаса кузова и фасонного ролика, закрепленного неподвижно на дверях и створках.
 Второй фиксирующей точкой является сухари, закрепленные неподвижно на нижних подножках по две штуки на дверь и на створку через нижние направляющие, приваренные к каркасам дверей и створок. Поступательное перемещение дверей и створок производится зубчатой реечной передачей, приводимый в действие электроприводами. При регулировке необходимо: Ø обеспечивать равномерное прилегание дверных уплотнителей по всей поверхности; Ø размеры и требования обеспечиваются регулировочной футоркой; Ø после выполнения требований регулировочную футорку законтрить гайкой; Ø обеспечить плотное прилегание роликов к направляющей винтом, с обеспечением легкого (без заедания) перемещения дверей и створок по направляющей и законтрить гайкой;
Второй фиксирующей точкой является сухари, закрепленные неподвижно на нижних подножках по две штуки на дверь и на створку через нижние направляющие, приваренные к каркасам дверей и створок. Поступательное перемещение дверей и створок производится зубчатой реечной передачей, приводимый в действие электроприводами. При регулировке необходимо: Ø обеспечивать равномерное прилегание дверных уплотнителей по всей поверхности; Ø размеры и требования обеспечиваются регулировочной футоркой; Ø после выполнения требований регулировочную футорку законтрить гайкой; Ø обеспечить плотное прилегание роликов к направляющей винтом, с обеспечением легкого (без заедания) перемещения дверей и створок по направляющей и законтрить гайкой;
 Ø размер обеспечивается эксцентриком ролика, после чего ролик застопорить шайбой; Ø при установки приводов и реек требования к боковому зазору 0, 074. . . 0, 16 по ГОСТ 10242 81 обеспечивается; Ø после выполнения требований рейки на дверях зафиксировать эксцентриковым роликом на створках эксцентриковыми роликами кронштейна; Ø все эксцентриковые узлы зафиксировать стопорными шайбами; Ø все трущиеся поверхности верхней направляющей и зубчатого реечного зацепления смазать тонким слоем графитной смазки ГОСТ 3333 80.
Ø размер обеспечивается эксцентриком ролика, после чего ролик застопорить шайбой; Ø при установки приводов и реек требования к боковому зазору 0, 074. . . 0, 16 по ГОСТ 10242 81 обеспечивается; Ø после выполнения требований рейки на дверях зафиксировать эксцентриковым роликом на створках эксцентриковыми роликами кронштейна; Ø все эксцентриковые узлы зафиксировать стопорными шайбами; Ø все трущиеся поверхности верхней направляющей и зубчатого реечного зацепления смазать тонким слоем графитной смазки ГОСТ 3333 80.

 При неплотном закрывании дверей необходимо произвести регулировку отключения датчика путем перемещения пластины от датчика. В случае, если дверь закрывается с сильным ударом, то пластину переместить в сторону датчика. После регулировки зазор между датчиком и пластиной должен быть в пределах 0. . 8 мм. В случае, если не откроются двери (обрыв цепи, сгорели предохранители и др.) предусмотрено ручное открывание дверей. Для этого открыть наддверный люк, повернуть рукоятку красного цвета на себя до упора и открыть дверь руками, как показано на табличке.
При неплотном закрывании дверей необходимо произвести регулировку отключения датчика путем перемещения пластины от датчика. В случае, если дверь закрывается с сильным ударом, то пластину переместить в сторону датчика. После регулировки зазор между датчиком и пластиной должен быть в пределах 0. . 8 мм. В случае, если не откроются двери (обрыв цепи, сгорели предохранители и др.) предусмотрено ручное открывание дверей. Для этого открыть наддверный люк, повернуть рукоятку красного цвета на себя до упора и открыть дверь руками, как показано на табличке.

 Неисправности дверей вагона модели 71 608 К Ø трещины в балках; Ø неисправны ступени, поручни; Ø повреждения пола, крышки люков выступают над полем более 8 мм; Ø протекание крыши, форточек; Ø дефекты стекол кабины водителя, зеркал; Ø загрязнение и повреждения обшивки кресел; Ø нарушения внутренней обшивки; Ø повреждена веревка токоприемника; Ø не работает привод дверей.
Неисправности дверей вагона модели 71 608 К Ø трещины в балках; Ø неисправны ступени, поручни; Ø повреждения пола, крышки люков выступают над полем более 8 мм; Ø протекание крыши, форточек; Ø дефекты стекол кабины водителя, зеркал; Ø загрязнение и повреждения обшивки кресел; Ø нарушения внутренней обшивки; Ø повреждена веревка токоприемника; Ø не работает привод дверей.

 Описание конструкции тележки Тележка является самостоятельным комплектом ходовых частей, собираемых вместе и подкатываемых под вагон. При движении вагона взаимодействует с рельсовым путем и осуществляет: передачу веса кузова и пассажиров на оси колесных пар и распределение его между колесными парами; передачу кузову от колесных пар сил тяги и торможения; направление осей колесных пар по рельсовому пути; вписывание в кривые участки пути. Тележка вагона безрамной конструкции. Условную раму образуют две продольные балки и два корпуса редукторов колесных пар. Продольная балка сварная состоит из стальных литых окончаний и штампованной стальной балки коробчатого сечения. Под окончания балок укладывают резиновую прокладку «М» образного сечения. От проворачивания колесных пар на каждой из них установлена реактивная тяга.
Описание конструкции тележки Тележка является самостоятельным комплектом ходовых частей, собираемых вместе и подкатываемых под вагон. При движении вагона взаимодействует с рельсовым путем и осуществляет: передачу веса кузова и пассажиров на оси колесных пар и распределение его между колесными парами; передачу кузову от колесных пар сил тяги и торможения; направление осей колесных пар по рельсовому пути; вписывание в кривые участки пути. Тележка вагона безрамной конструкции. Условную раму образуют две продольные балки и два корпуса редукторов колесных пар. Продольная балка сварная состоит из стальных литых окончаний и штампованной стальной балки коробчатого сечения. Под окончания балок укладывают резиновую прокладку «М» образного сечения. От проворачивания колесных пар на каждой из них установлена реактивная тяга.
 На тележке устанавливаются: Ø центральное рессорное подвешивание Ø электромагнитные привода (соленоиды) барабанно колодочного тормоза Ø рельсовые тормоза Ø моторная балка с тяговыми двигателями, Ø шкворневая балка. Тяговый двигатель соединен с редуктором колесной пары карданным валом. Одним фланцем карданный вал крепится к тормозному барабану, другим к упругой муфте. Тяговый двигатель крепится четырьмя болтами к моторной балке. В целях избежания самопроизвольного откручивания после обтяжки гайки шплинтуются.
На тележке устанавливаются: Ø центральное рессорное подвешивание Ø электромагнитные привода (соленоиды) барабанно колодочного тормоза Ø рельсовые тормоза Ø моторная балка с тяговыми двигателями, Ø шкворневая балка. Тяговый двигатель соединен с редуктором колесной пары карданным валом. Одним фланцем карданный вал крепится к тормозному барабану, другим к упругой муфте. Тяговый двигатель крепится четырьмя болтами к моторной балке. В целях избежания самопроизвольного откручивания после обтяжки гайки шплинтуются.
 Моторная балка сварной конструкции устанавливается на продольные балки, опирается одним концом на резиновые амортизаторы, другим – на комплект пружин. Резиновые амортизаторы ограничивают перемещение балки как в вертикальной плоскости, так и в горизонтальной, и способствует гашению вибраций, колебаний. При установке двигателя на тележке контролируют зазор между крышкой двигателя и кожухом редуктора, который должен быть не менее 5 мм. В центре шкворневой балки расположено гнездо пятника, на который опирается кузов. Поворот тележки при движении вагона по кривому участку пути происходит вокруг оси этого пятника.
Моторная балка сварной конструкции устанавливается на продольные балки, опирается одним концом на резиновые амортизаторы, другим – на комплект пружин. Резиновые амортизаторы ограничивают перемещение балки как в вертикальной плоскости, так и в горизонтальной, и способствует гашению вибраций, колебаний. При установке двигателя на тележке контролируют зазор между крышкой двигателя и кожухом редуктора, который должен быть не менее 5 мм. В центре шкворневой балки расположено гнездо пятника, на который опирается кузов. Поворот тележки при движении вагона по кривому участку пути происходит вокруг оси этого пятника.


 Технические характеристики Ø Вес тележки 4700 кг. Ø Расстояние между осями КП – 1200 мм. Ø Расстояние между гранями внутренними бандажей КП – 1474+2 мм. Ø Разность наружных диаметров бандажей одной КП не более – 1 мм. Ø Разность наружных диаметров бандажей КП одной тележки не более – 3 мм. Ø Разность наружных диаметров бандажей КП разных тележек не более – 3 мм. Неисправности: Ø не затянуты гайки крепления продольных балок тележки Ø трещины, механические повреждения на балках Ø расстояние между крышкой ТД и кожухом КП менее 5 мм.
Технические характеристики Ø Вес тележки 4700 кг. Ø Расстояние между осями КП – 1200 мм. Ø Расстояние между гранями внутренними бандажей КП – 1474+2 мм. Ø Разность наружных диаметров бандажей одной КП не более – 1 мм. Ø Разность наружных диаметров бандажей КП одной тележки не более – 3 мм. Ø Разность наружных диаметров бандажей КП разных тележек не более – 3 мм. Неисправности: Ø не затянуты гайки крепления продольных балок тележки Ø трещины, механические повреждения на балках Ø расстояние между крышкой ТД и кожухом КП менее 5 мм.




 Центральное рессорное подвешивание Центральное подвешивание предназначено для гашения (амортизация) вертикальных и горизонтальных нагрузок, возникающих при эксплуатации трамвая. Вертикальные нагрузки возникают от веса кузова с пассажирами. Горизонтальные Нагрузки возникают при ускорении или торможении вагона. Нагрузка от кузова через шкворневую балку передается на продольные балки и далее через буксовые подшипники на ось колесной пары. Комплект рессорного подвешивания работает по мере возрастания нагрузки: 1. совместная работа пружин и резиновых амортизаторов до момента сжатия витков пружин до соприкосновения. 2. работа резиновых колец до момента упора поддона в резиновую подкладку, расположенную на продольной балке. 3. совместная работа резиновых колец и подкладки.
Центральное рессорное подвешивание Центральное подвешивание предназначено для гашения (амортизация) вертикальных и горизонтальных нагрузок, возникающих при эксплуатации трамвая. Вертикальные нагрузки возникают от веса кузова с пассажирами. Горизонтальные Нагрузки возникают при ускорении или торможении вагона. Нагрузка от кузова через шкворневую балку передается на продольные балки и далее через буксовые подшипники на ось колесной пары. Комплект рессорного подвешивания работает по мере возрастания нагрузки: 1. совместная работа пружин и резиновых амортизаторов до момента сжатия витков пружин до соприкосновения. 2. работа резиновых колец до момента упора поддона в резиновую подкладку, расположенную на продольной балке. 3. совместная работа резиновых колец и подкладки.
 Устройство Ø шкворневая балка; Ø наружная и внутренняя цилиндрические пружины; Ø резиновые кольца амортизатора; Ø металлические тарели; Ø резиновая прокладка; Ø буфер резиновый (гасит горизонтальные нагрузки); Ø серьга (для крепления кузова и тележки чтобы поднять вагон).
Устройство Ø шкворневая балка; Ø наружная и внутренняя цилиндрические пружины; Ø резиновые кольца амортизатора; Ø металлические тарели; Ø резиновая прокладка; Ø буфер резиновый (гасит горизонтальные нагрузки); Ø серьга (для крепления кузова и тележки чтобы поднять вагон).


 Неисправности: Ø наличие трещин или деформация в металлических деталях (шкворневая балка, кронштейны и др.); Ø лопнули внутренние или наружные пружины или имеют остаточную деформацию; Ø износ или остаточная деформация резиновых колец амортизаторов; Ø поддон имеет трещины или нарушение целостности корпуса поддона; Ø остаточная деформация или износ резиновых буферов (амортизаторов); Ø отсутствие или неисправность серьги (отсутствие соединяющих пальцев, шплинтов и т. д.); Ø разность в высоте комплектов амортизаторов (пружин, тарели с резиновыми кольцами) не более 3 мм.
Неисправности: Ø наличие трещин или деформация в металлических деталях (шкворневая балка, кронштейны и др.); Ø лопнули внутренние или наружные пружины или имеют остаточную деформацию; Ø износ или остаточная деформация резиновых колец амортизаторов; Ø поддон имеет трещины или нарушение целостности корпуса поддона; Ø остаточная деформация или износ резиновых буферов (амортизаторов); Ø отсутствие или неисправность серьги (отсутствие соединяющих пальцев, шплинтов и т. д.); Ø разность в высоте комплектов амортизаторов (пружин, тарели с резиновыми кольцами) не более 3 мм.



 Назначение колесной пары Предназначена для приема и передачи вращательного движения от тягового электродвигателя через карданный вал и редуктор на колесо, которое при этом получает вращательно поступательные движения.
Назначение колесной пары Предназначена для приема и передачи вращательного движения от тягового электродвигателя через карданный вал и редуктор на колесо, которое при этом получает вращательно поступательные движения.
 Устройство колесной пары v Подрезиненное колесо 2 шт. ; v Ось колесной пары; v Ведомое зубчатое колесо, которое напрессовывается на ось колесной пары; v Длинный (кожух); v Короткий (кожух); v Буксовые узлы с подшипниками № 3620 (роликовые 2 х рядные); v Ведущая шестерня в сборе с подшипниками № 32413, 7312, 32312;
Устройство колесной пары v Подрезиненное колесо 2 шт. ; v Ось колесной пары; v Ведомое зубчатое колесо, которое напрессовывается на ось колесной пары; v Длинный (кожух); v Короткий (кожух); v Буксовые узлы с подшипниками № 3620 (роликовые 2 х рядные); v Ведущая шестерня в сборе с подшипниками № 32413, 7312, 32312;
 Описание конструкции колесной пары Короткие и длинные кожухи своей расширенной частью соединяются между собой болтами, образуя картер редуктора. В длинном кожухе имеются два технологических отверстия для установки щеточного заземляющего устройства и датчика спидометра. Ведущая шестерня, собранная с подшипниками в стакане, вставляется в горловину картера редуктора.
Описание конструкции колесной пары Короткие и длинные кожухи своей расширенной частью соединяются между собой болтами, образуя картер редуктора. В длинном кожухе имеются два технологических отверстия для установки щеточного заземляющего устройства и датчика спидометра. Ведущая шестерня, собранная с подшипниками в стакане, вставляется в горловину картера редуктора.
 Редуктор одноступенчатый с зацеплением Новикова. Передаточное число редуктора 7, 143. Верхняя часть картера редуктора имеет технологическое отверстие для установки сапуна, которая служит для отвода газов, получаемых при работе масла в картере редуктора. Также в картере редуктора имеется 3 отверстия для заливки и контроля и слива масла из картера редуктора. Отверстия закручены специальными пробками. На длинном и коротком кожухах имеются полости для установки резиновых амортизаторов. Эти амортизаторы позволяют смягчать нагрузки передаваемые продольными балками от веса кузова с пассажирами. Размер между внутренними гранями бандажа должна составлять 1474+2 мм.
Редуктор одноступенчатый с зацеплением Новикова. Передаточное число редуктора 7, 143. Верхняя часть картера редуктора имеет технологическое отверстие для установки сапуна, которая служит для отвода газов, получаемых при работе масла в картере редуктора. Также в картере редуктора имеется 3 отверстия для заливки и контроля и слива масла из картера редуктора. Отверстия закручены специальными пробками. На длинном и коротком кожухах имеются полости для установки резиновых амортизаторов. Эти амортизаторы позволяют смягчать нагрузки передаваемые продольными балками от веса кузова с пассажирами. Размер между внутренними гранями бандажа должна составлять 1474+2 мм.


 Неисправности колесной пары v заклинило подшипники редуктора; v заклинило буксовые подшипники; v течь масла в редукторе через уплотнение; v уровень масла в редукторе не соответствует нормам; v износ бандажа подрезиненного колеса; v остаточная деформация резиновых изделий; v обрыв (отсутствие) болтов, центральных гаек заземляющих шунтов; v наличие трещин колеса, кожухов редуктора; v износ зубьев ведущего и ведомого колеса; v наличие лысок на поверхности катания бандажа превышающее допустимое значение.
Неисправности колесной пары v заклинило подшипники редуктора; v заклинило буксовые подшипники; v течь масла в редукторе через уплотнение; v уровень масла в редукторе не соответствует нормам; v износ бандажа подрезиненного колеса; v остаточная деформация резиновых изделий; v обрыв (отсутствие) болтов, центральных гаек заземляющих шунтов; v наличие трещин колеса, кожухов редуктора; v износ зубьев ведущего и ведомого колеса; v наличие лысок на поверхности катания бандажа превышающее допустимое значение.



 Подрезиненное колесо Бандаж от провертывания удерживается натягом. Посадка бандажа на центр осуществляется в горячем состоянии, величина натяга 0, 6 0, 8 мм. Реборда на бандаже служит для направления колесной пары по рельсовому пути. Само колесо напрессовывается на ось с натягом 0, 09 0, 13 мм. Конструкция колеса позволяет производить его переборку без распрессовки. Диски амортизаторов (вкладыши) перед сборкой опрессовывают, трехкратно обжимая на прессе с усилием 21 23 тс. и выдержкой 2 3 мин. Болты периферийные заворачивают динамометрическим ключом на 1500 кгс*см
Подрезиненное колесо Бандаж от провертывания удерживается натягом. Посадка бандажа на центр осуществляется в горячем состоянии, величина натяга 0, 6 0, 8 мм. Реборда на бандаже служит для направления колесной пары по рельсовому пути. Само колесо напрессовывается на ось с натягом 0, 09 0, 13 мм. Конструкция колеса позволяет производить его переборку без распрессовки. Диски амортизаторов (вкладыши) перед сборкой опрессовывают, трехкратно обжимая на прессе с усилием 21 23 тс. и выдержкой 2 3 мин. Болты периферийные заворачивают динамометрическим ключом на 1500 кгс*см
 Подрезиненное колесо принимает вертикальные и горизонтальные нагрузки. Амортизаторы предназначены для смягчения воздействия веса трамвая на пути и поглощение ударов от перекосов и неровностей трамвайной пути. Размеры бандажей, реборд, состояние колесных блоков, бандажных центров, находящихся в эксплуатации, вагонов строго регламентируются ПТЭ трамвая. v толщина бандажа допускается до 25 мм. v толщина реборды до 8 мм, высота - 11 мм.
Подрезиненное колесо принимает вертикальные и горизонтальные нагрузки. Амортизаторы предназначены для смягчения воздействия веса трамвая на пути и поглощение ударов от перекосов и неровностей трамвайной пути. Размеры бандажей, реборд, состояние колесных блоков, бандажных центров, находящихся в эксплуатации, вагонов строго регламентируются ПТЭ трамвая. v толщина бандажа допускается до 25 мм. v толщина реборды до 8 мм, высота - 11 мм.
 Устройство подрезиненного колеса v бандаж с колесным центром и стопорным кольцом; v ступица; v резиновый амортизатор 2 шт. ; v нажимной диск; v центральная гайка со стопорными пластинами; v периферийные (стяжные) болты 8 шт. c гайками и шайбами. ; v заземляющие шунты;
Устройство подрезиненного колеса v бандаж с колесным центром и стопорным кольцом; v ступица; v резиновый амортизатор 2 шт. ; v нажимной диск; v центральная гайка со стопорными пластинами; v периферийные (стяжные) болты 8 шт. c гайками и шайбами. ; v заземляющие шунты;



 Неисправности подрезиненного колеса v износ реборды менее 8 мм. по толщине, менее 11 мм. по высоте; v Износ бандажа менее 25 мм. ; v Лыска на поверхности катания бандажа, превышающие 0, 3 мм на железобетонных шпалах и 0, 6 мм на деревянных шпалах; v Ослабление центральной гайки; v Отсутствие 1 стопорной пластины; v Обрыв одного периферийного болта; v Ослабление посадки колесного центра в теле бандажа; v Износ или естественное старение резиновых амортизаторов, проверяется визуально на наличие трещин в резине через отверстие в нажимном диске; v Отсутствие или обрыв шунтов заземления (допускается до 25% от сечения)
Неисправности подрезиненного колеса v износ реборды менее 8 мм. по толщине, менее 11 мм. по высоте; v Износ бандажа менее 25 мм. ; v Лыска на поверхности катания бандажа, превышающие 0, 3 мм на железобетонных шпалах и 0, 6 мм на деревянных шпалах; v Ослабление центральной гайки; v Отсутствие 1 стопорной пластины; v Обрыв одного периферийного болта; v Ослабление посадки колесного центра в теле бандажа; v Износ или естественное старение резиновых амортизаторов, проверяется визуально на наличие трещин в резине через отверстие в нажимном диске; v Отсутствие или обрыв шунтов заземления (допускается до 25% от сечения)
 Устройство колеса 608 КМ. 09. 24. 000 Колесо подрессоренное является одним из элементов тягового привода тележки. Между ступицей поз. 3 и бандажом поз. 1 равномерно расположены резиновые элементы поз. 6, 7. Четыре из них (поз. 7) с токопроводящей перемычкой. Расположение резиновых элементов с токопроводящей перемычкой в бандаже отмечено метками Е на бандаже колеса. Это необходимо для ориентации колёс при формировании колёсной пары (резиновые элементы с токопроводящей перемычкой поз. 7 должны располагаться, приблизительно, под углом 45). Прилегающие к резиновым элементам поверхности деталей поз. 1, 2, 3 покрыты токопроводящей краской.
Устройство колеса 608 КМ. 09. 24. 000 Колесо подрессоренное является одним из элементов тягового привода тележки. Между ступицей поз. 3 и бандажом поз. 1 равномерно расположены резиновые элементы поз. 6, 7. Четыре из них (поз. 7) с токопроводящей перемычкой. Расположение резиновых элементов с токопроводящей перемычкой в бандаже отмечено метками Е на бандаже колеса. Это необходимо для ориентации колёс при формировании колёсной пары (резиновые элементы с токопроводящей перемычкой поз. 7 должны располагаться, приблизительно, под углом 45). Прилегающие к резиновым элементам поверхности деталей поз. 1, 2, 3 покрыты токопроводящей краской.
 Диск нажимной поз. 2 напрессовывается на прессе с усилием не менее 340 к. Н. Перед напрессовкой рабочие поверхности смазываются смазкой ЦИАТИМ 201 ГОСТ 6267 74. Перед сборкой колеса резиновые элементы и прилегающие поверхности смазываются смазкой силиконовой Si 15 02 ТУ 6 15 548 85. Пробки поз. 4 и болты поз. 5 стопорятся резьбовым фиксатором Локтайт 243 фирмы Хенкель Локтайт, Германия. Усилия затяжки болтов поз. 5 90+20 Н·м. После сборки колеса электрическое сопротивление между деталями поз. 1 и 3 должно быть не более 5 м. Ом. При износе бандажа до контрольного уступа В бандаж необходимо заменить. Замена бандажа производится на колесной паре без распрессовки колеса с оси.
Диск нажимной поз. 2 напрессовывается на прессе с усилием не менее 340 к. Н. Перед напрессовкой рабочие поверхности смазываются смазкой ЦИАТИМ 201 ГОСТ 6267 74. Перед сборкой колеса резиновые элементы и прилегающие поверхности смазываются смазкой силиконовой Si 15 02 ТУ 6 15 548 85. Пробки поз. 4 и болты поз. 5 стопорятся резьбовым фиксатором Локтайт 243 фирмы Хенкель Локтайт, Германия. Усилия затяжки болтов поз. 5 90+20 Н·м. После сборки колеса электрическое сопротивление между деталями поз. 1 и 3 должно быть не более 5 м. Ом. При износе бандажа до контрольного уступа В бандаж необходимо заменить. Замена бандажа производится на колесной паре без распрессовки колеса с оси.




 ТЕМА № 6 Передача вращающего момента от вала якоря тягового двигателя на ось колесной пары
ТЕМА № 6 Передача вращающего момента от вала якоря тягового двигателя на ось колесной пары
 Карданный вал Предназначен для передачи крутящего момента от тягового двигателя к редуктору колесной пары. На вагонах 71 605, 71 608, 71 619 применен карданный вал от автомобиля МАЗ 500, укороченный за счет урезки трубчатой части. Карданный вал имеет две фланцевые вилки, с помощью которых он крепится с одной стороны к фланцу тормозного барабана, с другой стороны к упругой муфте, насаженной на вал тягового двигателя. Средняя часть карданного вала изготовлена из стальной цельнотянутой трубы, к одному концу которой приварена вилка, а к другому наконечник со шлицами. На наконечник надета стальная втулка на одном конце со шлицами (внутренними), а на другом конце с вилкой.
Карданный вал Предназначен для передачи крутящего момента от тягового двигателя к редуктору колесной пары. На вагонах 71 605, 71 608, 71 619 применен карданный вал от автомобиля МАЗ 500, укороченный за счет урезки трубчатой части. Карданный вал имеет две фланцевые вилки, с помощью которых он крепится с одной стороны к фланцу тормозного барабана, с другой стороны к упругой муфте, насаженной на вал тягового двигателя. Средняя часть карданного вала изготовлена из стальной цельнотянутой трубы, к одному концу которой приварена вилка, а к другому наконечник со шлицами. На наконечник надета стальная втулка на одном конце со шлицами (внутренними), а на другом конце с вилкой.
 Фланцевые вилки соединены с внутренними вилками с помощью двух крестовин, на лучах которых смонтированы игольчатые подшипники. Лучи крестовин с корпусами игольчатых подшипников вставлены в проушины фланцевых и внутренних вилок. Внутренние каналы крестовины и пресс масленка в средней ее части служат для подачи смазки в каждый игольчатый подшипник. Корпусы игольчатых подшипников прижимают крышками, которые крепят к вилкам двумя болтами и стопорной пластиной. На конце втулки со шлицами имеется резьба, на которую навернута специальная гайка с кольцом сальника, предохраняющим шлицевое соединение от проникновения грязи и пыли, а также от вытекания смазки. Шлицевое соединение смазывают с помощью пресс масленки, установленной на втулке. Карданный вал балансируется динамически с точностью 100 г. см.
Фланцевые вилки соединены с внутренними вилками с помощью двух крестовин, на лучах которых смонтированы игольчатые подшипники. Лучи крестовин с корпусами игольчатых подшипников вставлены в проушины фланцевых и внутренних вилок. Внутренние каналы крестовины и пресс масленка в средней ее части служат для подачи смазки в каждый игольчатый подшипник. Корпусы игольчатых подшипников прижимают крышками, которые крепят к вилкам двумя болтами и стопорной пластиной. На конце втулки со шлицами имеется резьба, на которую навернута специальная гайка с кольцом сальника, предохраняющим шлицевое соединение от проникновения грязи и пыли, а также от вытекания смазки. Шлицевое соединение смазывают с помощью пресс масленки, установленной на втулке. Карданный вал балансируется динамически с точностью 100 г. см.



 Неисправности карданного вала ü Наличие люфта фланца в месте посадки на валу тягового двигателя или редуктора, выработка отверстий под болты крепления фланцев карданного вала более 0, 5 мм. ; ü Радиальный зазор карданного шарнира и окружной люфт шлицевого соединения превышают допустимые нормы, установленные изготовителем (0, 5 мм); ü Трещины, задиры, следы продольных выработок на поверхности пальцев крестовины не допускаются;
Неисправности карданного вала ü Наличие люфта фланца в месте посадки на валу тягового двигателя или редуктора, выработка отверстий под болты крепления фланцев карданного вала более 0, 5 мм. ; ü Радиальный зазор карданного шарнира и окружной люфт шлицевого соединения превышают допустимые нормы, установленные изготовителем (0, 5 мм); ü Трещины, задиры, следы продольных выработок на поверхности пальцев крестовины не допускаются;

 Назначение и устройство редуктора Редуктор одноступенчатый с зацеплением Новикова. Передаточное число редуктора 7, 143. Короткие и длинные кожухи своей расширенной частью соединяются между собой болтами, образуя картер редуктора Верхняя часть картера редуктора имеет технологическое отверстие для установки сапуна, которая служит для отвода газов, получаемых при работе масла в картере редуктора. Также в картере редуктора имеется 3 отверстия для заливки и контроля и слива масла из картера редуктора. Отверстия закручены специальными пробками. В длинном кожухе имеются два технологических отверстия для установки щеточного заземляющего устройства и датчика спидометра. Ведущая шестерня, собранная с подшипниками в стакане, вставляется в горловину картера редуктора.
Назначение и устройство редуктора Редуктор одноступенчатый с зацеплением Новикова. Передаточное число редуктора 7, 143. Короткие и длинные кожухи своей расширенной частью соединяются между собой болтами, образуя картер редуктора Верхняя часть картера редуктора имеет технологическое отверстие для установки сапуна, которая служит для отвода газов, получаемых при работе масла в картере редуктора. Также в картере редуктора имеется 3 отверстия для заливки и контроля и слива масла из картера редуктора. Отверстия закручены специальными пробками. В длинном кожухе имеются два технологических отверстия для установки щеточного заземляющего устройства и датчика спидометра. Ведущая шестерня, собранная с подшипниками в стакане, вставляется в горловину картера редуктора.
 РЕДУКТОР ТРАМВАЯ С ЗАЦЕПЛЕНИЕМ СИСТЕМЫ НОВИКОВА: 1 - тормозной барабан; 2 - ведущая коническая шестерня; 3 - корпус редуктора; 4 - ведомая шестерня; 5 - ось колёсной пары.
РЕДУКТОР ТРАМВАЯ С ЗАЦЕПЛЕНИЕМ СИСТЕМЫ НОВИКОВА: 1 - тормозной барабан; 2 - ведущая коническая шестерня; 3 - корпус редуктора; 4 - ведомая шестерня; 5 - ось колёсной пары.






 Барабанно колодочный тормоз Предназначен для дотормаживания вагона (полной остановки) после истощения электродинамического тормоза. Тормозной барабан посажен на коническую часть ведущей шестерни редуктора и крепится корончатой гайкой на резьбовую часть ведущей шестерни.
Барабанно колодочный тормоз Предназначен для дотормаживания вагона (полной остановки) после истощения электродинамического тормоза. Тормозной барабан посажен на коническую часть ведущей шестерни редуктора и крепится корончатой гайкой на резьбовую часть ведущей шестерни.
 Устройство § Тормозной барабан (диаметр 290 300 мм) § Тормозные колодки с накладками 2 шт. Тормозные колодки выполнены из стали и имеют радиусную поверхность для установки тормозных накладок. § Ось эксцентрика 2 шт. предназначен для регулировки и установки колодок на стакан редуктора; § Разжимной кулак; § Двуплечий рычаг; Разжимной кулак и двуплечий рычаг предназначены для передачи усилия от тормозного электромагнита (соленоида) через тормозные колодки на тормозной барабан. § Система рычагов с роликами и регулировочными винтами; § Разжимная пружина возвращает колодки.
Устройство § Тормозной барабан (диаметр 290 300 мм) § Тормозные колодки с накладками 2 шт. Тормозные колодки выполнены из стали и имеют радиусную поверхность для установки тормозных накладок. § Ось эксцентрика 2 шт. предназначен для регулировки и установки колодок на стакан редуктора; § Разжимной кулак; § Двуплечий рычаг; Разжимной кулак и двуплечий рычаг предназначены для передачи усилия от тормозного электромагнита (соленоида) через тормозные колодки на тормозной барабан. § Система рычагов с роликами и регулировочными винтами; § Разжимная пружина возвращает колодки.




 Принцип работы Барабанно колодочный тормоз вступает в работу при торможении вагона после истощения электродинамического тормоза при скорости движения 4 – 6 км/ч. Срабатывает соленоид и через регулировочную тягу поворачивая двуплечий рычаг и разжимной кулак вокруг своей оси, тем самым усилие от тормозного электромагнита через рычажную систему передается на тормозные колодки. Тормозные колодки затягиваются по поверхности тормозного барабана, тем самым наступает дотормаживание и полная остановка вагона.
Принцип работы Барабанно колодочный тормоз вступает в работу при торможении вагона после истощения электродинамического тормоза при скорости движения 4 – 6 км/ч. Срабатывает соленоид и через регулировочную тягу поворачивая двуплечий рычаг и разжимной кулак вокруг своей оси, тем самым усилие от тормозного электромагнита через рычажную систему передается на тормозные колодки. Тормозные колодки затягиваются по поверхности тормозного барабана, тем самым наступает дотормаживание и полная остановка вагона.
 Неисправности: § Износ тормозных колодок (допускается не менее 3 мм.); § В расторможенном состоянии зазор между накладкой колодки и поверхностью барабана меньше или больше 0, 4 0, 6 мм; § Попадание масла на поверхность барабана; § Недопустимые люфты в рычажной системе и в узле крепления колодок эксцентриками; § Неисправен привод барабанно колодочного тормоза; § Не отрегулирован зазор;
Неисправности: § Износ тормозных колодок (допускается не менее 3 мм.); § В расторможенном состоянии зазор между накладкой колодки и поверхностью барабана меньше или больше 0, 4 0, 6 мм; § Попадание масла на поверхность барабана; § Недопустимые люфты в рычажной системе и в узле крепления колодок эксцентриками; § Неисправен привод барабанно колодочного тормоза; § Не отрегулирован зазор;
 Электромагнитный привод (соленоид) барабанно колодочного тормоза Предназначен для привода в работу барабанно колодочный тормоз. Каждый тормоз имеет свой привод, установлены они на площадке продольной балки.
Электромагнитный привод (соленоид) барабанно колодочного тормоза Предназначен для привода в работу барабанно колодочный тормоз. Каждый тормоз имеет свой привод, установлены они на площадке продольной балки.





 Соленоид (тормозной электромагнит) 1 колодка; 2 барабан; 3, 5, 43 рычаг; 4 кулак разжимной; 6 сердечник подвижный; 7, 10, 13 крышка; 8 коробка; 9 электромагнит клапанный; 11 диамагнитная прокладка; 12 выключатель концевой; 14 стакан; 15 якорь; 16 катушка; 36, 45 шайба; 17 корпус; 18 катушка тяговая; 19 тяга; 20 тяга регулировочная; 21, 44 ось; 22 рычаг; 23 защитная муфта; 24 неподвижный сердечник (фланец); 25 вывод катушки; 26 винт регулировочный; 27, 3134 пружина; 28, 30 прокладка; 29 кольцо регулировочное; 32 пружина стопорная; 33 – винт регулировочный; 35 шпонка; 36, 45 шайба; 37 гайка сферическая; 38, 40 винт; 39 гайка;
Соленоид (тормозной электромагнит) 1 колодка; 2 барабан; 3, 5, 43 рычаг; 4 кулак разжимной; 6 сердечник подвижный; 7, 10, 13 крышка; 8 коробка; 9 электромагнит клапанный; 11 диамагнитная прокладка; 12 выключатель концевой; 14 стакан; 15 якорь; 16 катушка; 36, 45 шайба; 17 корпус; 18 катушка тяговая; 19 тяга; 20 тяга регулировочная; 21, 44 ось; 22 рычаг; 23 защитная муфта; 24 неподвижный сердечник (фланец); 25 вывод катушки; 26 винт регулировочный; 27, 3134 пружина; 28, 30 прокладка; 29 кольцо регулировочное; 32 пружина стопорная; 33 – винт регулировочный; 35 шпонка; 36, 45 шайба; 37 гайка сферическая; 38, 40 винт; 39 гайка;
 Устройство Тормозной электромагнит состоит из следующих деталей: § корпус (поз. 26) § крышка (поз. 15) § тяговая катушка ТММ (поз. 28) § удерживающая катушка МОМ (поз. 23) § сердечник (поз. 25), на который закреплен якорь (поз. 19) § пружина (поз. 20) § концевой выключатель (поз. 16) § винт ручного растормаживания (поз. 18) и др.
Устройство Тормозной электромагнит состоит из следующих деталей: § корпус (поз. 26) § крышка (поз. 15) § тяговая катушка ТММ (поз. 28) § удерживающая катушка МОМ (поз. 23) § сердечник (поз. 25), на который закреплен якорь (поз. 19) § пружина (поз. 20) § концевой выключатель (поз. 16) § винт ручного растормаживания (поз. 18) и др.
 Тормозной электромагнит имеет четыре режима работы: ездовой, тормозной служебный, тормозной экстренный и транспортировочный. Ездовой режим При трогании с места трамвайного вагона на тяговую и удерживающую катушки подается напряжение 24 вольта. Вследствие этого якорь притянут к удерживающему электромагниту и удерживает пружину сжатой. При этом освобождается концевой выключатель и снимается напряжение с тяговой катушки. Тормозная пружина удерживается катушкой МОМ на протяжении всего ездового режима. На пульте управления в кабине водителя гаснет лампочка сигнализации соленоида, что соответствует «расторможено» .
Тормозной электромагнит имеет четыре режима работы: ездовой, тормозной служебный, тормозной экстренный и транспортировочный. Ездовой режим При трогании с места трамвайного вагона на тяговую и удерживающую катушки подается напряжение 24 вольта. Вследствие этого якорь притянут к удерживающему электромагниту и удерживает пружину сжатой. При этом освобождается концевой выключатель и снимается напряжение с тяговой катушки. Тормозная пружина удерживается катушкой МОМ на протяжении всего ездового режима. На пульте управления в кабине водителя гаснет лампочка сигнализации соленоида, что соответствует «расторможено» .
 Тормозной служебный режим Служебное торможение при скорости не выше 4 6 км. /час производится включением тяговой катушки на напряжение 7, 8 вольта, то есть происходит подмагничивание и отключением удерживающего электромагнита. Тяговая катушка в это время питается через сопротивление, за счет чего усилие на подвижном сердечнике равно половине усилия пружины. Тормозной электромагнит создает усилие 40 60 кг. на позиции контроллера водителя Т 4. После того, как вагон остановлен, тяговые катушки Т 4 обесточиваются, а пружина соленоида удерживает вагон и служит стояночным тормозом (при возврате контроллера водителя с Т 4 на 0. Т 4
Тормозной служебный режим Служебное торможение при скорости не выше 4 6 км. /час производится включением тяговой катушки на напряжение 7, 8 вольта, то есть происходит подмагничивание и отключением удерживающего электромагнита. Тяговая катушка в это время питается через сопротивление, за счет чего усилие на подвижном сердечнике равно половине усилия пружины. Тормозной электромагнит создает усилие 40 60 кг. на позиции контроллера водителя Т 4. После того, как вагон остановлен, тяговые катушки Т 4 обесточиваются, а пружина соленоида удерживает вагон и служит стояночным тормозом (при возврате контроллера водителя с Т 4 на 0. Т 4
 Тормозной экстренный режим Для аварийного торможения снимается напряжение как с удерживающей, так и с тяговой катушек, тем самым обеспечивается быстрое торможение вагона. Аварийное торможение осуществляется: при отпускании ПБ, при срыве стоп крана, при отсутствии тока от аккумуляторной батареи. Транспортировочный режим При транспортировке неисправного вагона другим вагоном необходимо растормозить соленоиды винтом ручного растормаживания.
Тормозной экстренный режим Для аварийного торможения снимается напряжение как с удерживающей, так и с тяговой катушек, тем самым обеспечивается быстрое торможение вагона. Аварийное торможение осуществляется: при отпускании ПБ, при срыве стоп крана, при отсутствии тока от аккумуляторной батареи. Транспортировочный режим При транспортировке неисправного вагона другим вагоном необходимо растормозить соленоиды винтом ручного растормаживания.
 Неисправности: Вагон не растормаживается: q не поступает напряжение 24 В. на тяговые и удерживающие катушки, q сгорели предохранители электропитания цепей ТММ и МОМ, q механическая неисправность рычажного устройства барабанно колодочного тормоза, q неисправен концевой выключатель соленоида, q наличие трещин на крышке электромагнита, q неправильная регулировка электромагнита и барабанно колодочного тормоза, q нарушено крепление соленоида на площадке продольной балки.
Неисправности: Вагон не растормаживается: q не поступает напряжение 24 В. на тяговые и удерживающие катушки, q сгорели предохранители электропитания цепей ТММ и МОМ, q механическая неисправность рычажного устройства барабанно колодочного тормоза, q неисправен концевой выключатель соленоида, q наличие трещин на крышке электромагнита, q неправильная регулировка электромагнита и барабанно колодочного тормоза, q нарушено крепление соленоида на площадке продольной балки.
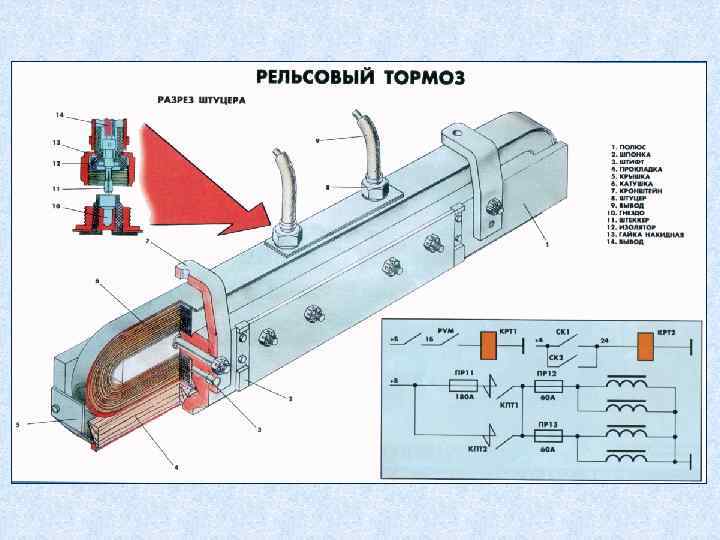
 Рельсовый тормоз (РТ) ТРМ 5 Г Рельсовый тормоз (РТ) предназначен для экстренной остановки вагона для предотвращения аварийных и экстренных случаев (наезд на людей или других препятствий). Тормозное усилие создается за счет трения поверхности РТ о головку рельса. Усилие притяжения каждого тормоза составляет 5 тонн (20 тонн общее).
Рельсовый тормоз (РТ) ТРМ 5 Г Рельсовый тормоз (РТ) предназначен для экстренной остановки вагона для предотвращения аварийных и экстренных случаев (наезд на людей или других препятствий). Тормозное усилие создается за счет трения поверхности РТ о головку рельса. Усилие притяжения каждого тормоза составляет 5 тонн (20 тонн общее).
 Устройство На продольной балке тележки привается кронштейны (2 шт), на которые через пружины растяжения или сжатия подвешивается рельсовый тормоз. Питание РТ производится от АБ (+24 V). РТ представляет собой электромагнит с электрической обмоткой и сердечником. Для ограничения перемещения РТ в горизонтальной плоскости устанавливаются ограничительные скобы.
Устройство На продольной балке тележки привается кронштейны (2 шт), на которые через пружины растяжения или сжатия подвешивается рельсовый тормоз. Питание РТ производится от АБ (+24 V). РТ представляет собой электромагнит с электрической обмоткой и сердечником. Для ограничения перемещения РТ в горизонтальной плоскости устанавливаются ограничительные скобы.


 Неисправности Ø поломка пружин подвески или их остаточная деформация; Ø зазор между поверхностью рельсового тормоза и головкой рельса превышает 8 12 мм. ; Ø перекос рельсового тормоза по отношению к рельсу (не параллельность); Ø перегорание предохранителя в цепи РТ; Ø отсутствие контакта в плюсовом или минусовом проводах РТ.
Неисправности Ø поломка пружин подвески или их остаточная деформация; Ø зазор между поверхностью рельсового тормоза и головкой рельса превышает 8 12 мм. ; Ø перекос рельсового тормоза по отношению к рельсу (не параллельность); Ø перегорание предохранителя в цепи РТ; Ø отсутствие контакта в плюсовом или минусовом проводах РТ.

 На вагонах 71 605 Открывание и закрывание дверей осуществляется при помощи приводов с пульта управления. Привод двери устанавливается в салоне на раму у каждой двери. Состоит из электродвигателя (доработанный генератор Г 108 Г) и двухступенчатого червячно цилиндрического редуктора с передаточным числом 10. Выходной вал редуктора со звездочкой выступает за наружную обшивку вагона и через приводную цепь соединяется с полотном двери. Цепь с внутренней стороны двери закрывается кожухом. Для обеспечения угла обхвата ведущей звездочки цепью установлена вспомогательная звездочка. Гайка фрикциона привода должна быть отрегулирована и застопорена из расчета давления на створке дверей при закрывании не более 15 20 кг. В крайних положениях привод отключается автоматически при помощи концевых выключателей (ВК 200 или ДКП 3. 5).
На вагонах 71 605 Открывание и закрывание дверей осуществляется при помощи приводов с пульта управления. Привод двери устанавливается в салоне на раму у каждой двери. Состоит из электродвигателя (доработанный генератор Г 108 Г) и двухступенчатого червячно цилиндрического редуктора с передаточным числом 10. Выходной вал редуктора со звездочкой выступает за наружную обшивку вагона и через приводную цепь соединяется с полотном двери. Цепь с внутренней стороны двери закрывается кожухом. Для обеспечения угла обхвата ведущей звездочки цепью установлена вспомогательная звездочка. Гайка фрикциона привода должна быть отрегулирована и застопорена из расчета давления на створке дверей при закрывании не более 15 20 кг. В крайних положениях привод отключается автоматически при помощи концевых выключателей (ВК 200 или ДКП 3. 5).
 ПД 605 Привод двери ПД 605 создан на базе моментного вентильного двигателя ДВМ 100. Не имеет редуктора и напрямую осуществляет передачу вращения на цепь двери трамвайного вагона 71 605. Кроме двигателя в корпусе установлен механизм фиксатора, который препятствует самопроизвольному открыванию двери на ходу и в обесточенном состоянии. Предусмотрено аварийное открывание. Привод двери ПД 605 работает в составе с блоком управления БУД 605 М. В блоке реализована программируемая доводка двери до закрытия на пониженной скорости, благодаря чему исключается Удар о притвор двери. Привод автоматически без концевых выключателей определяет крайние положения двери.
ПД 605 Привод двери ПД 605 создан на базе моментного вентильного двигателя ДВМ 100. Не имеет редуктора и напрямую осуществляет передачу вращения на цепь двери трамвайного вагона 71 605. Кроме двигателя в корпусе установлен механизм фиксатора, который препятствует самопроизвольному открыванию двери на ходу и в обесточенном состоянии. Предусмотрено аварийное открывание. Привод двери ПД 605 работает в составе с блоком управления БУД 605 М. В блоке реализована программируемая доводка двери до закрытия на пониженной скорости, благодаря чему исключается Удар о притвор двери. Привод автоматически без концевых выключателей определяет крайние положения двери.
 Привод двери ПД 605 устанавливается вместо штатного привода и крепится к полу трамвая четырьмя болтами М 10. Установки каких либо дополнительных конструктивных элементов не требуется. Электрически привод ПД 605 подсоединяется к штатным проводам. Дополнительно к приводу ПД 605 необходимо подвести один провод питания с напряжением +27 В от тумблера аварийного открывания двери. На данный момент ПД 605 установлено на вагоне № 101. Номинальное напряжение, В 24 Номинальный ток, А 10 Время закрывания двери, с 3 Масса, кг 9
Привод двери ПД 605 устанавливается вместо штатного привода и крепится к полу трамвая четырьмя болтами М 10. Установки каких либо дополнительных конструктивных элементов не требуется. Электрически привод ПД 605 подсоединяется к штатным проводам. Дополнительно к приводу ПД 605 необходимо подвести один провод питания с напряжением +27 В от тумблера аварийного открывания двери. На данный момент ПД 605 установлено на вагоне № 101. Номинальное напряжение, В 24 Номинальный ток, А 10 Время закрывания двери, с 3 Масса, кг 9
 На вагонах 71 608 Привод управления состоит из электродвигателя, одноступенчатого червячно цилиндрического редуктора. В крайних положениях дверей (закрытом и открытом) электропривод отключается автоматически при помощи бесконтактных датчиков, которые устанавливаются в наддверном поясе около каждой двери. Для включения датчиков на каретке двери установлены пластины. Крепление дверей и створок осуществляется через каретки, которые в свою очередь устанавливаются на жестко закрепленной направляющей к каркасу кузова.
На вагонах 71 608 Привод управления состоит из электродвигателя, одноступенчатого червячно цилиндрического редуктора. В крайних положениях дверей (закрытом и открытом) электропривод отключается автоматически при помощи бесконтактных датчиков, которые устанавливаются в наддверном поясе около каждой двери. Для включения датчиков на каретке двери установлены пластины. Крепление дверей и створок осуществляется через каретки, которые в свою очередь устанавливаются на жестко закрепленной направляющей к каркасу кузова.
 От выдавливания двери и створки имеют две фиксирующие точки. Первая фиксирующая точка находится на уровне подоконного уровня через направляющие, которые крепятся к подоконному поясу и дверной стойке каркаса кузова и фасонного ролика, закрепленного неподвижно на дверях и створках. Второй фиксирующей точкой является сухари, закрепленные неподвижно на нижних подножках по две штуки на дверь и на створку через нижние направляющие, приваренные к каркасам дверей и створок. Поступательное перемещение дверей и створок производится зубчатой реечной передачей, приводимый в действие электроприводами
От выдавливания двери и створки имеют две фиксирующие точки. Первая фиксирующая точка находится на уровне подоконного уровня через направляющие, которые крепятся к подоконному поясу и дверной стойке каркаса кузова и фасонного ролика, закрепленного неподвижно на дверях и створках. Второй фиксирующей точкой является сухари, закрепленные неподвижно на нижних подножках по две штуки на дверь и на створку через нижние направляющие, приваренные к каркасам дверей и створок. Поступательное перемещение дверей и створок производится зубчатой реечной передачей, приводимый в действие электроприводами
 ПД 608 Привод двери ПД 608 создан на базе моментного вентильного двигателя ДВМ 100. Не имеет редуктора и напрямую осуществляет передачу вращения на зубчатую рейку двери трамвайного вагона 71 608. Кроме двигателя в корпусе установлен механизм фиксатора, который препятствует самопроизвольному открыванию двери на ходу и в обесточенном состоянии. Предусмотрено аварийное открывание. Привод двери ПД 608 работает в составе с блоком управления БУД 608 М. В блоке реализована программируемая доводка двери до закрытия на пониженной скорости, благодаря чему исключается удар створок в крайних положениях. Привод автоматически без концевых выключателей определяет крайние положения двери.
ПД 608 Привод двери ПД 608 создан на базе моментного вентильного двигателя ДВМ 100. Не имеет редуктора и напрямую осуществляет передачу вращения на зубчатую рейку двери трамвайного вагона 71 608. Кроме двигателя в корпусе установлен механизм фиксатора, который препятствует самопроизвольному открыванию двери на ходу и в обесточенном состоянии. Предусмотрено аварийное открывание. Привод двери ПД 608 работает в составе с блоком управления БУД 608 М. В блоке реализована программируемая доводка двери до закрытия на пониженной скорости, благодаря чему исключается удар створок в крайних положениях. Привод автоматически без концевых выключателей определяет крайние положения двери.
 Привод двери ПД 608 устанавливается вместо штатного привода и крепится на платформу тремя болтами М 10. Установки каких либо дополнительных конструктивных элементов не требуется. Электрически привод ПД 608 подсоединяется к штатным проводам. Дополнительно к приводу ПД 608 необходимо подвести один провод питания с напряжением +27 В от тумблера аварийного открывания двери. На данный момент ПД 608 установлено на вагоне № 118. Номинальное напряжение, В 24 Номинальный ток, А 10 Время закрывания двери, с 3 Масса, кг 6, 5
Привод двери ПД 608 устанавливается вместо штатного привода и крепится на платформу тремя болтами М 10. Установки каких либо дополнительных конструктивных элементов не требуется. Электрически привод ПД 608 подсоединяется к штатным проводам. Дополнительно к приводу ПД 608 необходимо подвести один провод питания с напряжением +27 В от тумблера аварийного открывания двери. На данный момент ПД 608 установлено на вагоне № 118. Номинальное напряжение, В 24 Номинальный ток, А 10 Время закрывания двери, с 3 Масса, кг 6, 5

 Песочница Предназначена для подсыпки сухого песка на головку рельса под правые колеса передней и левые колеса задней тележки. Подсыпка песка обеспечивает повышенное сцепление колеса с головкой рельса, что предотвращает буксование и юз вагона. Песочницы устанавливаются в салоне вагона и расположены под пассажирскими сиденьями на передней и задней части салона. Песочница срабатывает: при нажатии на педаль песочницы; при срыве стоп крана; при экстренном торможении (ТР); при отпускании педали (ПБ)
Песочница Предназначена для подсыпки сухого песка на головку рельса под правые колеса передней и левые колеса задней тележки. Подсыпка песка обеспечивает повышенное сцепление колеса с головкой рельса, что предотвращает буксование и юз вагона. Песочницы устанавливаются в салоне вагона и расположены под пассажирскими сиденьями на передней и задней части салона. Песочница срабатывает: при нажатии на педаль песочницы; при срыве стоп крана; при экстренном торможении (ТР); при отпускании педали (ПБ)
 Состоит Основание; Бункер для хранения сухого песка; Электромагнит, предназначен для открывания и закрывания лапана; Клапан; Рычажная система для передачи усилия от электромагнита на клапан; Резиновый рукав для направления и подачи песка на головку рельса; Нагревательный элемент ТЭН 60 для подогрева сухого песка.
Состоит Основание; Бункер для хранения сухого песка; Электромагнит, предназначен для открывания и закрывания лапана; Клапан; Рычажная система для передачи усилия от электромагнита на клапан; Резиновый рукав для направления и подачи песка на головку рельса; Нагревательный элемент ТЭН 60 для подогрева сухого песка.
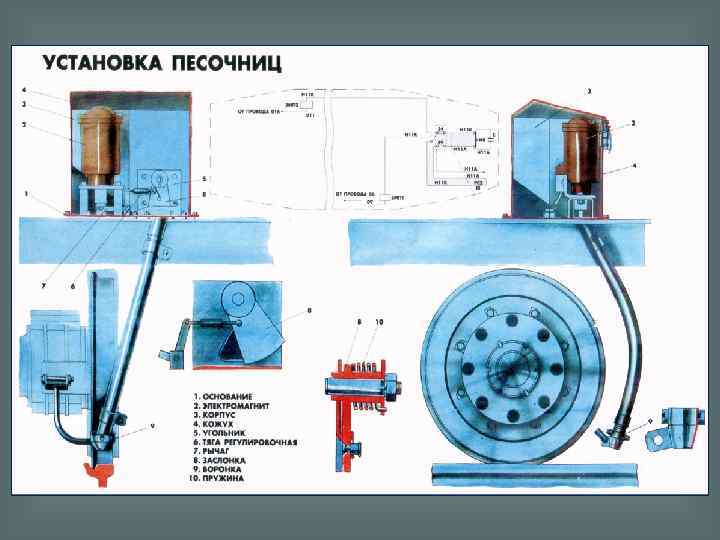

 Неисправности песок не подается на головку рельса; (причина: рукав забит грязью, снегом или льдом). неисправен электромагнит (клапан не открывается или не закрывается) отсутствие песка в бункере из за его утечки через не отрегулированный клапан; переполнен бункер песком или просыпан мимо песок; сырой песок; перегорели предохранители; не правильно отрегулирован клапан.
Неисправности песок не подается на головку рельса; (причина: рукав забит грязью, снегом или льдом). неисправен электромагнит (клапан не открывается или не закрывается) отсутствие песка в бункере из за его утечки через не отрегулированный клапан; переполнен бункер песком или просыпан мимо песок; сырой песок; перегорели предохранители; не правильно отрегулирован клапан.
 Стеклоочиститель Питание электродвигателя стеклоочистителя 24 В. Мощность электродвигателя стеклоочистителя 15 Вт, число двойных ходов стеклоочистителя – 33 в минуту. Включение стеклоочистителя в работу осуществляется переключателем «СТЕКЛООЧИСТИТЕЛЬ» .
Стеклоочиститель Питание электродвигателя стеклоочистителя 24 В. Мощность электродвигателя стеклоочистителя 15 Вт, число двойных ходов стеклоочистителя – 33 в минуту. Включение стеклоочистителя в работу осуществляется переключателем «СТЕКЛООЧИСТИТЕЛЬ» .

 Сцепные приборы предназначены Cцепные приборы служат для соединения вагонов по системе многих единиц, а также для буксирования неисправного вагона другим. На современных вагонах получили распространение автоматические сцепные приборы. Сцепные приборы с помощью шарниров крепятся к раме с обоих торцов вагона. Они опираются на поддерживающую рессору. При работе вагона в «одиночку» стержень сцепного прибора должен быть прижат к рессоре с помощью специального фиксатора.
Сцепные приборы предназначены Cцепные приборы служат для соединения вагонов по системе многих единиц, а также для буксирования неисправного вагона другим. На современных вагонах получили распространение автоматические сцепные приборы. Сцепные приборы с помощью шарниров крепятся к раме с обоих торцов вагона. Они опираются на поддерживающую рессору. При работе вагона в «одиночку» стержень сцепного прибора должен быть прижат к рессоре с помощью специального фиксатора.
 Состоит Стержень, скоба с резиновыми амортизаторами, валик с гайкой, головка с механизмом автоматического сцепления, рукоятка, рессора. Головке придана форма, позволяющая сцеплять ее с аналогичной головкой сцепного прибора другого вагона. Сцепка осуществляется двумя штырями, которые под усилием пружин вставляются в отверстия со сменными втулками. Кроме того, на торцах вагона установлены вилки, предназначенные для буксирования неисправного вагона с помощью запасной сцепки.
Состоит Стержень, скоба с резиновыми амортизаторами, валик с гайкой, головка с механизмом автоматического сцепления, рукоятка, рессора. Головке придана форма, позволяющая сцеплять ее с аналогичной головкой сцепного прибора другого вагона. Сцепка осуществляется двумя штырями, которые под усилием пружин вставляются в отверстия со сменными втулками. Кроме того, на торцах вагона установлены вилки, предназначенные для буксирования неисправного вагона с помощью запасной сцепки.


 Порядок сцепки вагонов штатными сцепными приборами (автосцепкой) На вагоне применены автосцепки, предназначенные для работы по системе многих единиц и для буксировки одного вагона других. Сцепку вагонов штатными сцепными приборами можно производить только на прямом и горизонтальном участке пути в следующей последовательности: исправный вагон придвинуть к неисправному на расстояние около 2 м; съемную рукоятку вставить в пазы рычага автосцепки и прове рить легкость хода валика штыря. После проверки рычаг автосцепки опустить вниз. Проверку произвести на обоих сцепных приборах;
Порядок сцепки вагонов штатными сцепными приборами (автосцепкой) На вагоне применены автосцепки, предназначенные для работы по системе многих единиц и для буксировки одного вагона других. Сцепку вагонов штатными сцепными приборами можно производить только на прямом и горизонтальном участке пути в следующей последовательности: исправный вагон придвинуть к неисправному на расстояние около 2 м; съемную рукоятку вставить в пазы рычага автосцепки и прове рить легкость хода валика штыря. После проверки рычаг автосцепки опустить вниз. Проверку произвести на обоих сцепных приборах;
 освободить сцепные приборы от фиксирующих скоб и установить их в прямолинейное положение но оси вагона друг против друга. Сцепные приборы можно регулировать по высоте винтом под ними, который поворачивается также при помощи съемной рукоятки; убедившись в правильном положении стержней автосцепок, сцепляющий выходит из опасной зоны и подает сигнал водителю исправного вагона на сближение; водитель, двигаясь на маневровой позиции контроллера при нажатой кнопке «ТОРМОЗ» , соединяет автосцепки обоих вагонов; сцепляющий визуально проверяет надёжность срабатывания автосцепок, т. е. глубину захода обоих валиков штырей по контрольной канавке, которая должна находиться на уровне торца пробки (рычаги автосцепок при этом должны быть в нижнем положении);
освободить сцепные приборы от фиксирующих скоб и установить их в прямолинейное положение но оси вагона друг против друга. Сцепные приборы можно регулировать по высоте винтом под ними, который поворачивается также при помощи съемной рукоятки; убедившись в правильном положении стержней автосцепок, сцепляющий выходит из опасной зоны и подает сигнал водителю исправного вагона на сближение; водитель, двигаясь на маневровой позиции контроллера при нажатой кнопке «ТОРМОЗ» , соединяет автосцепки обоих вагонов; сцепляющий визуально проверяет надёжность срабатывания автосцепок, т. е. глубину захода обоих валиков штырей по контрольной канавке, которая должна находиться на уровне торца пробки (рычаги автосцепок при этом должны быть в нижнем положении);
 расценка нагонов производится поворотом рычагов автосцепок в верхнее положение при помощи съёмной рукоятки. Внимание! Сцепку вагонов на кривых и уклонах необходимо производить только дополнительными сцепными приборами! Полуавтоматический сцепной прибор вагона 71 619 K.
расценка нагонов производится поворотом рычагов автосцепок в верхнее положение при помощи съёмной рукоятки. Внимание! Сцепку вагонов на кривых и уклонах необходимо производить только дополнительными сцепными приборами! Полуавтоматический сцепной прибор вагона 71 619 K.
 Порядок сцепки и расцепки вагонов с использованием складных полуавтоматических сцепных приборов. На вагонах 71 623 применяются складные полуавтоматические сцепные приборы, предназначенные для соединения вагонов в поезд по системе многих единиц, а также для буксировки однотипных неисправных вагонов. Для доступа к сцепному прибору нужно снять нижнюю часть передней или задней облицовки кузова, которая крепится к каркасу четырьмя винтами с головкой пол крестовую отвертку. В сложенном состоянии сцепка фиксируется при помощи штыря и фиксатора. Перед сцепкой вагонов нужно зафиксировать сцепку в разложенном состоянии при помощи штыря со струбциной. Сцеплять вагоны полуавтоматическими сцепными приборами можно только на прямых участках пути.
Порядок сцепки и расцепки вагонов с использованием складных полуавтоматических сцепных приборов. На вагонах 71 623 применяются складные полуавтоматические сцепные приборы, предназначенные для соединения вагонов в поезд по системе многих единиц, а также для буксировки однотипных неисправных вагонов. Для доступа к сцепному прибору нужно снять нижнюю часть передней или задней облицовки кузова, которая крепится к каркасу четырьмя винтами с головкой пол крестовую отвертку. В сложенном состоянии сцепка фиксируется при помощи штыря и фиксатора. Перед сцепкой вагонов нужно зафиксировать сцепку в разложенном состоянии при помощи штыря со струбциной. Сцеплять вагоны полуавтоматическими сцепными приборами можно только на прямых участках пути.
 Сцепка вагонов производится в следующей последовательности: исправный вагон подвести к неисправному на расстояние около 2 метров; проверить лёгкость хода валика штыря на сцепных приборах обоих вагонов. Для этого съёмную рукоятку, прилагаемую к вагону, поочередно вставить в пазы рычагов автосцепок и поднять рычаги вверх. После проверки оба рычага опустить вниз до упора: освободить сцепные приборы обоих вагонов от фиксирующих скоб и установить их в прямолинейное положение навстречу другу. При необходимости положение сцепного прибора по высоте можно подрегулировать, вращая с помощью съёмной рукоятки винт, расположенный под сцепным прибором; убедившись в правильном взаимном положении сцепных приборов, водитель исправного вагона должен на 1 й ходовой позиции контроллера произвести легкое взаимное соударение сцепных приборов:
Сцепка вагонов производится в следующей последовательности: исправный вагон подвести к неисправному на расстояние около 2 метров; проверить лёгкость хода валика штыря на сцепных приборах обоих вагонов. Для этого съёмную рукоятку, прилагаемую к вагону, поочередно вставить в пазы рычагов автосцепок и поднять рычаги вверх. После проверки оба рычага опустить вниз до упора: освободить сцепные приборы обоих вагонов от фиксирующих скоб и установить их в прямолинейное положение навстречу другу. При необходимости положение сцепного прибора по высоте можно подрегулировать, вращая с помощью съёмной рукоятки винт, расположенный под сцепным прибором; убедившись в правильном взаимном положении сцепных приборов, водитель исправного вагона должен на 1 й ходовой позиции контроллера произвести легкое взаимное соударение сцепных приборов:
 перед буксировкой проверить надежность соединения автосцепок, т. е. глубину захода валиков штырей на обеих сцепках по контрольным канавкам на них; после окончания процесса сцепки растормозить неисправный вагон и приступить к его буксировке. Расцепка вагонов производится в следующей последовательности: затормозить неисправный вагон колодочным тормозом, при наличии уклона поставить противооткатный башмак; при помощи съёмной рукоятки поднять рычаги автосцепок на обоих вагонах в верхнее фиксированное положение; отвести исправный вагон от неисправного; вернуть рычаги автосцепок на обоих вагонах в нижнее положение, сложить и закрепить автосцепки.
перед буксировкой проверить надежность соединения автосцепок, т. е. глубину захода валиков штырей на обеих сцепках по контрольным канавкам на них; после окончания процесса сцепки растормозить неисправный вагон и приступить к его буксировке. Расцепка вагонов производится в следующей последовательности: затормозить неисправный вагон колодочным тормозом, при наличии уклона поставить противооткатный башмак; при помощи съёмной рукоятки поднять рычаги автосцепок на обоих вагонах в верхнее фиксированное положение; отвести исправный вагон от неисправного; вернуть рычаги автосцепок на обоих вагонах в нижнее положение, сложить и закрепить автосцепки.


 Кузов вагонов модели 71 619 Каркас кузова вагона собран из стальных прямых и гнутых профилей различного поперечного сечения, соединенных между собой сваркой. Наружная обшивка кузова выполнена из стального листа, приваренного к каркасу, внутренняя сторона листов покрыта противошумовым материалом. Обшивка крыши выполнена из стеклопластика. Стойки каркаса кузова позволяют установку в салоне компостеров. Внутренняя обшивка стен и потолка выполнена из пластика и стеклопластика, стыки которого, перекрыты алюминиевыми и пластмассовыми штапиками. Стены и потолок имеют тепловую изоляцию, установленную между внутренней и наружной обшивками.
Кузов вагонов модели 71 619 Каркас кузова вагона собран из стальных прямых и гнутых профилей различного поперечного сечения, соединенных между собой сваркой. Наружная обшивка кузова выполнена из стального листа, приваренного к каркасу, внутренняя сторона листов покрыта противошумовым материалом. Обшивка крыши выполнена из стеклопластика. Стойки каркаса кузова позволяют установку в салоне компостеров. Внутренняя обшивка стен и потолка выполнена из пластика и стеклопластика, стыки которого, перекрыты алюминиевыми и пластмассовыми штапиками. Стены и потолок имеют тепловую изоляцию, установленную между внутренней и наружной обшивками.
 Пол вагона собран из фанерных плит и покрыт нескользким износостойким материалом, поднятым у стен на 90 мм. Для доступа к подвагонному оборудованию в полу предусмотрены люки, закрытые крышками. В кабине расположены аппараты управления, сигнализации и контроля, сиденье водителя, шкаф с электрооборудованием, устройство для опускания токоприемника, огнетушитель, калорифер отопления кабины, зеркало обзора салона, фонари освещения кабины, вентиляционная установка и противосолнечное устройство. Для объявления остановок кабина оборудована транспортным громкоговорящим устройством (ТГУ). Сиденье водителя отвечает высоким требованиям эргономики рабочего места. Имеет регулировки в продольном и вертикальном направлении подушек, углу наклона спинки. Бесступенчатая механическая подвеска имеет ручную регулировку по весу водителя в пределах от 50 до 130 кг.
Пол вагона собран из фанерных плит и покрыт нескользким износостойким материалом, поднятым у стен на 90 мм. Для доступа к подвагонному оборудованию в полу предусмотрены люки, закрытые крышками. В кабине расположены аппараты управления, сигнализации и контроля, сиденье водителя, шкаф с электрооборудованием, устройство для опускания токоприемника, огнетушитель, калорифер отопления кабины, зеркало обзора салона, фонари освещения кабины, вентиляционная установка и противосолнечное устройство. Для объявления остановок кабина оборудована транспортным громкоговорящим устройством (ТГУ). Сиденье водителя отвечает высоким требованиям эргономики рабочего места. Имеет регулировки в продольном и вертикальном направлении подушек, углу наклона спинки. Бесступенчатая механическая подвеска имеет ручную регулировку по весу водителя в пределах от 50 до 130 кг.
 В пассажирском салоне вагона расположены 30 сидений. Для стоящих пассажиров салон оборудован горизонтальными и вертикальными поручнями и ограждениями. Для освещения салона в темное время суток на потолке установлены две осветительные линии, расположенные в два ряда. Четыре динамика ТГУ встроены в осветительные линии. Над каждой дверью установлены 4 кнопки красного цвета «Аварийное открывание дверей» и 4 кнопки красного цвета «Аварийное ручное открывание дверей» . Также в салоне установлены 3 – стоп крана. Четыре кнопки «Вызов» , для подачи сигнала водителю, установлены в правых верхних кожухах около каждой двери.
В пассажирском салоне вагона расположены 30 сидений. Для стоящих пассажиров салон оборудован горизонтальными и вертикальными поручнями и ограждениями. Для освещения салона в темное время суток на потолке установлены две осветительные линии, расположенные в два ряда. Четыре динамика ТГУ встроены в осветительные линии. Над каждой дверью установлены 4 кнопки красного цвета «Аварийное открывание дверей» и 4 кнопки красного цвета «Аварийное ручное открывание дверей» . Также в салоне установлены 3 – стоп крана. Четыре кнопки «Вызов» , для подачи сигнала водителю, установлены в правых верхних кожухах около каждой двери.
 Двери на вагонах модели 71 619 Вагон оборудован четырьмя дверями внутренне поворотного типа. Первая и четвертая двери – одностворчатые, вторая и третья – двухстворчатые. Полотна дверей изготовлены из стеклопластика, армированного металлическими закладными. Верхняя часть двери застеклена методом приклейки. Для уплотнения дверей использованы специальные резиновые и алюминиевые профили.
Двери на вагонах модели 71 619 Вагон оборудован четырьмя дверями внутренне поворотного типа. Первая и четвертая двери – одностворчатые, вторая и третья – двухстворчатые. Полотна дверей изготовлены из стеклопластика, армированного металлическими закладными. Верхняя часть двери застеклена методом приклейки. Для уплотнения дверей использованы специальные резиновые и алюминиевые профили.
 Основным несущим элементом подвески дверей являются стояки поз. 1 с закрепленными на них рычагами, неподвижным нижним и подвижным верхним поз. 2. В рычагах закреплены хвостовики вращающихся шарниров поз. 3, которые жестко связаны с дверью и передают ей вращение со стояка. На верхней кромке двери закреплен кронштейн поз. 4 с подшипником поз. 5, который перемещаясь по П – образной направляющей поз. 6 , сообщает двери заданную траекторию движения. На нижней кромке двери установлен кронштейн с регулирующимся по высоте пальцем, который придает устойчивость закрытой двери при давлении на нее из салона и снаружи вагона. Нижний конец стояка установлен в опору, смонтированную на уровне пола вагона. Верхний установлен в центрирующем подшипнике и связан с выходным валом мотор редуктора поз. 7 посредством рычагов поз. 8 , тяг поз. 9 и муфт поз. 10.
Основным несущим элементом подвески дверей являются стояки поз. 1 с закрепленными на них рычагами, неподвижным нижним и подвижным верхним поз. 2. В рычагах закреплены хвостовики вращающихся шарниров поз. 3, которые жестко связаны с дверью и передают ей вращение со стояка. На верхней кромке двери закреплен кронштейн поз. 4 с подшипником поз. 5, который перемещаясь по П – образной направляющей поз. 6 , сообщает двери заданную траекторию движения. На нижней кромке двери установлен кронштейн с регулирующимся по высоте пальцем, который придает устойчивость закрытой двери при давлении на нее из салона и снаружи вагона. Нижний конец стояка установлен в опору, смонтированную на уровне пола вагона. Верхний установлен в центрирующем подшипнике и связан с выходным валом мотор редуктора поз. 7 посредством рычагов поз. 8 , тяг поз. 9 и муфт поз. 10.
 Привод дверей состоит из мотор редуктора, блока управления приводом поз. 12 и концевого выключателя поз. 13. Мотор редуктор служит для открывания и закрывания дверей. Блок управления обрабатывает сигналы с мотор редуктора и концевого выключателя. Концевой выключатель дает команду на остановку двери при закрывании и работает в паре с планкой поз. 14, установленной на двуплечем рычаге (коромысле) привода поз. 11.
Привод дверей состоит из мотор редуктора, блока управления приводом поз. 12 и концевого выключателя поз. 13. Мотор редуктор служит для открывания и закрывания дверей. Блок управления обрабатывает сигналы с мотор редуктора и концевого выключателя. Концевой выключатель дает команду на остановку двери при закрывании и работает в паре с планкой поз. 14, установленной на двуплечем рычаге (коромысле) привода поз. 11.
 13 4 14 5 6 7 12 15 11 9 1 0 3 8 2 1 Подвеска дверей и дверной привод 1 – стояк, 2 – верхний рычаг, 3 – шарнир, 4 – кронштейн, 5 – подшипник, 6 – направляющая, 7 – мотор редуктор, 8 – рычаг, 9 – тяга, 10 – муфта, 11 – двуплечий рычаг, 12 – блок управления приводом, 13 – концевой выключатель, 14 – планка, 15 – рычаг.
13 4 14 5 6 7 12 15 11 9 1 0 3 8 2 1 Подвеска дверей и дверной привод 1 – стояк, 2 – верхний рычаг, 3 – шарнир, 4 – кронштейн, 5 – подшипник, 6 – направляющая, 7 – мотор редуктор, 8 – рычаг, 9 – тяга, 10 – муфта, 11 – двуплечий рычаг, 12 – блок управления приводом, 13 – концевой выключатель, 14 – планка, 15 – рычаг.

 Таким образом, в случае если дверь недозакрывается, необходимо открыть наддверный кожух и проверить крепление планки. Программа работы дверей предусматривает откат двери в случае наезда на препятствие при закрывании или открывании. Тяги, передающие вращение с мотор редуктора на стояк, выполнены таким образом, что при закрывании дверей ось тяги, расположенной на двуплечем рычаге, переходит «мертвую точку» относительно оси мотор редуктора. Это гарантирует надежное запирание дверей. Все двери снабжены кнопкой «Аварийное открывание дверей» , при нажатии на которую двери открываются автоматически от привода. При возникновении аварийной ситуации и необходимости открыть двери вручную, необходимо вывести двуплечий рычаг из «мертвой точки» посредством специального рычага поз. 15, закрепленного на коромысле поз. 11.
Таким образом, в случае если дверь недозакрывается, необходимо открыть наддверный кожух и проверить крепление планки. Программа работы дверей предусматривает откат двери в случае наезда на препятствие при закрывании или открывании. Тяги, передающие вращение с мотор редуктора на стояк, выполнены таким образом, что при закрывании дверей ось тяги, расположенной на двуплечем рычаге, переходит «мертвую точку» относительно оси мотор редуктора. Это гарантирует надежное запирание дверей. Все двери снабжены кнопкой «Аварийное открывание дверей» , при нажатии на которую двери открываются автоматически от привода. При возникновении аварийной ситуации и необходимости открыть двери вручную, необходимо вывести двуплечий рычаг из «мертвой точки» посредством специального рычага поз. 15, закрепленного на коромысле поз. 11.
 На рычаг непосредственно воздействует кнопка толкатель, смонтированная на дверном кожухе. Кнопку необходимо нажать до упора (примерно на 40 мм), после чего дверь можно открыть вручную. При закрывании дверей механизм аварийного ручного открывания дверей автоматически приводится в исходное положение. Кнопки аварийного ручного открывания снабжены соответствующими табличками.
На рычаг непосредственно воздействует кнопка толкатель, смонтированная на дверном кожухе. Кнопку необходимо нажать до упора (примерно на 40 мм), после чего дверь можно открыть вручную. При закрывании дверей механизм аварийного ручного открывания дверей автоматически приводится в исходное положение. Кнопки аварийного ручного открывания снабжены соответствующими табличками.
 Настройку и регулировку дверей необходимо производить, соблюдая следующие условия: 1. Выходной вал мотор редуктора должен быть расположен на равном расстоянии от стояков дверей в средних проемах и на таком же расстоянии (660 мм) от стояка в переднем и заднем проемах, а так же на расстоянии 110 мм от внутренней поверхности металлических конструкций боковины вагона. 2. Рычаги на стояках дверей должны быть установлены таким образом, чтобы при закрытых дверях они были направлены в сторону привода под углом не менее 300, при этом расстояние от оси конического отверстия в рычаге до боковины должно быть 110… 120 мм.
Настройку и регулировку дверей необходимо производить, соблюдая следующие условия: 1. Выходной вал мотор редуктора должен быть расположен на равном расстоянии от стояков дверей в средних проемах и на таком же расстоянии (660 мм) от стояка в переднем и заднем проемах, а так же на расстоянии 110 мм от внутренней поверхности металлических конструкций боковины вагона. 2. Рычаги на стояках дверей должны быть установлены таким образом, чтобы при закрытых дверях они были направлены в сторону привода под углом не менее 300, при этом расстояние от оси конического отверстия в рычаге до боковины должно быть 110… 120 мм.
 После выполнения этих условий, двуплечий рычаг следует установить на выходном валу редуктора параллельно продольной оси вагона и соединить с рычагами посредством тяг (следует обратить внимание, что тяги поз. 9 имеют левую резьбу, так же как и одно из резьбовых отверстий муфты выполнено с левой резьбой). С помощью муфт поз. 10 подтянуть тяги до полного прилегания дверей к уплотнениям проема. После затяжки муфт необходимо дополнительно проверить размер 110… 120 мм, и в случае его уменьшения освободить рычаг и повернуть его на стояке на один шлиц в сторону открывания двери. Такая настройка позволяет максимально снизить нагрузку на тяги, особенно высокую в начальный момент открывания, при выходе рычагов из мертвой точки (из двух тяг привода дверей в наиболее благоприятных условиях работает тяга, расположенная со стороны боковины относительно привода).
После выполнения этих условий, двуплечий рычаг следует установить на выходном валу редуктора параллельно продольной оси вагона и соединить с рычагами посредством тяг (следует обратить внимание, что тяги поз. 9 имеют левую резьбу, так же как и одно из резьбовых отверстий муфты выполнено с левой резьбой). С помощью муфт поз. 10 подтянуть тяги до полного прилегания дверей к уплотнениям проема. После затяжки муфт необходимо дополнительно проверить размер 110… 120 мм, и в случае его уменьшения освободить рычаг и повернуть его на стояке на один шлиц в сторону открывания двери. Такая настройка позволяет максимально снизить нагрузку на тяги, особенно высокую в начальный момент открывания, при выходе рычагов из мертвой точки (из двух тяг привода дверей в наиболее благоприятных условиях работает тяга, расположенная со стороны боковины относительно привода).
 Концевой выключатель поз. 13, работающий в паре с планкой поз. 14, следует устанавливать по центру планки при закрытых дверях. Зазор от планки до концевого выключателя должен составлять 2… 6 мм. Если планка установлена правильно, а привод и рычаги дверей отрегулированы согласно п. п. 1 и 2, то при закрывании дверей изогнутые тяги поз. 9 плавно переходят «мертвую точку» и без удара входят «в замок» друг с другом. На передней и задней дверях роль корпуса второй тяги играет упор, Установленный в свободном плече коромысла. Регулировку и настройку дверей следует проводить при отключенном питании привода. Перед включением питания, следует вручную полностью закрыть дверь и перевести коромысло в конечное положение, при котором планка будет находиться непосредственно под концевым выключателем.
Концевой выключатель поз. 13, работающий в паре с планкой поз. 14, следует устанавливать по центру планки при закрытых дверях. Зазор от планки до концевого выключателя должен составлять 2… 6 мм. Если планка установлена правильно, а привод и рычаги дверей отрегулированы согласно п. п. 1 и 2, то при закрывании дверей изогнутые тяги поз. 9 плавно переходят «мертвую точку» и без удара входят «в замок» друг с другом. На передней и задней дверях роль корпуса второй тяги играет упор, Установленный в свободном плече коромысла. Регулировку и настройку дверей следует проводить при отключенном питании привода. Перед включением питания, следует вручную полностью закрыть дверь и перевести коромысло в конечное положение, при котором планка будет находиться непосредственно под концевым выключателем.
 В этом положении, при включении питания, срабатывает датчик конечного положения и дальнейшее открывание двери возможно на любой угол до максимально установленного регулировкой. Регулировка угла максимального открывания двери осуществляется подбором регулировочного резистора на плате блока управления БУД 4 и производится на фирме изготовителе (ЗАО УЭТК «Канопус») или ее представителями. Если при включении питания дверь не была полностью закрыта и, соответственно, не сработал датчик конечного положения двери, то открывание двери из этого положения невозможно.
В этом положении, при включении питания, срабатывает датчик конечного положения и дальнейшее открывание двери возможно на любой угол до максимально установленного регулировкой. Регулировка угла максимального открывания двери осуществляется подбором регулировочного резистора на плате блока управления БУД 4 и производится на фирме изготовителе (ЗАО УЭТК «Канопус») или ее представителями. Если при включении питания дверь не была полностью закрыта и, соответственно, не сработал датчик конечного положения двери, то открывание двери из этого положения невозможно.
 Возможно только закрывание двери и затем (если не сработает датчик) открывание до положения двери при включении питания. Если при закрывании дверь была закрыта полностью и датчик конечного положения сработал, то открывание двери становится возможно на любой угол до максимально установленного регулировкой. Таким образом, при возникновении сбоя в работе дверей, внезапном отключении питания и т. д. , после включения питания приоритет имеет команда «Закрыть» т. е. двери следует сначала закрыть до срабатывания концевого выключателя и появления соответствующего сигнала на пульте водителя. После чего двери готовы к работе.
Возможно только закрывание двери и затем (если не сработает датчик) открывание до положения двери при включении питания. Если при закрывании дверь была закрыта полностью и датчик конечного положения сработал, то открывание двери становится возможно на любой угол до максимально установленного регулировкой. Таким образом, при возникновении сбоя в работе дверей, внезапном отключении питания и т. д. , после включения питания приоритет имеет команда «Закрыть» т. е. двери следует сначала закрыть до срабатывания концевого выключателя и появления соответствующего сигнала на пульте водителя. После чего двери готовы к работе.
 Кузов вагонов модели 71 623 Кузов вагона с цельносварным несущим каркасом, выполнен из полых элементов труб квадратного и прямоугольного сечения, а также специальных гнутых профилей, односторонней планировки с четырьмя дверями поворотного типа по правому борту. Две средние двери двухстворчатые шириной 1200 мм, крайние одностворчатые шириной 720 мм. Пол вагона в салоне – переменный, в крайних частях кузова имеет высоту 760 мм над уровнем головки рельса, в средней части 370 мм. Переход от высокого пола к низкому реализован в виде двух ступеней. В салоне размещено 30 мест для сидения. Общая вместимость достигает 186 человек при номинальной загрузке 5 чел/м 2.
Кузов вагонов модели 71 623 Кузов вагона с цельносварным несущим каркасом, выполнен из полых элементов труб квадратного и прямоугольного сечения, а также специальных гнутых профилей, односторонней планировки с четырьмя дверями поворотного типа по правому борту. Две средние двери двухстворчатые шириной 1200 мм, крайние одностворчатые шириной 720 мм. Пол вагона в салоне – переменный, в крайних частях кузова имеет высоту 760 мм над уровнем головки рельса, в средней части 370 мм. Переход от высокого пола к низкому реализован в виде двух ступеней. В салоне размещено 30 мест для сидения. Общая вместимость достигает 186 человек при номинальной загрузке 5 чел/м 2.
 Освещение выполнено двумя световыми линиями с люминесцентными лампами. Принудительная вентиляция осуществляется через отверстия в крыше вагона, естественная через форточки и открытые двери. Отопление производится при помощи электропечей, расположенных вдоль боковых стен.
Освещение выполнено двумя световыми линиями с люминесцентными лампами. Принудительная вентиляция осуществляется через отверстия в крыше вагона, естественная через форточки и открытые двери. Отопление производится при помощи электропечей, расположенных вдоль боковых стен.
 Тормоза Вагон оборудован электродинамическим рекуперативно реостатным, механическим дисковым и электромагнитным рельсовым тормозами. Механический дисковый тормоз имеет реечный привод. Электрическое оборудование вагона обеспечивает служебное электродинамическое рекуперативное торможение от максимальной скорости до нулевой, с автоматическим переходом к реостатному торможению и обратно при превышении напряжения в контактной сети более 720 В, автоматическую защиту от разгонного буксования на участках пути с ухудшенными условиями сцепления колёс с рельсами.
Тормоза Вагон оборудован электродинамическим рекуперативно реостатным, механическим дисковым и электромагнитным рельсовым тормозами. Механический дисковый тормоз имеет реечный привод. Электрическое оборудование вагона обеспечивает служебное электродинамическое рекуперативное торможение от максимальной скорости до нулевой, с автоматическим переходом к реостатному торможению и обратно при превышении напряжения в контактной сети более 720 В, автоматическую защиту от разгонного буксования на участках пути с ухудшенными условиями сцепления колёс с рельсами.
 Другое Трамвайный вагон оборудован радиотрансляционной установкой, звуковой и световой сигнализацией, защитой от радиопомех и грозы, а также розетками междувагонных соединений, песочницами и механической сцепкой. На вагоне установлена информационная система, состоящая из четырёх информационных табло (спереди, сзади, по правому борту у передней двери и в салоне) и автоинформатора, интернета. Управление информационной системой осуществляется централизованно из кабины водителя.
Другое Трамвайный вагон оборудован радиотрансляционной установкой, звуковой и световой сигнализацией, защитой от радиопомех и грозы, а также розетками междувагонных соединений, песочницами и механической сцепкой. На вагоне установлена информационная система, состоящая из четырёх информационных табло (спереди, сзади, по правому борту у передней двери и в салоне) и автоинформатора, интернета. Управление информационной системой осуществляется централизованно из кабины водителя.
В статье рассказано про общие принципы управления трамваем, а также про эволюцию систем управления трамваями.
Принцип управления трамваем
Что касается обучения водителей трамваев, то их готовят в основном трамвайные депо. Некоторые автошколы , связанные с депо, также осуществляют подготовку водителей трамваев. В конце обучения курсант получает водительские права категории Д с надписью «Трамвай», что означает, что он может осуществлять вождение пассажирского транспортного средства трамвай и кроме него более ничего.
Системы управления
Система тяги
· Токосъемник.
· Тяговые электродвигатели.
· Рельсы.
Система торможения
Пневматическое торможение
Принцип управления трамваем
Основные отличия в управлении трамваями от других типов транспорта:
· Отсутствие рулевого управления - трамвай двигается по рельсам.
· Отсутствие управления трансмиссией - у трамвая нет сцепления и коробки передач. Передача от двигателя до колесных пар у трамвая всегда фиксирована.
По сравнению с другими транспортными средствами управлять трамваем не так сложно. У трамвая есть два типа управления:
· Управление тягой и торможением.
· Переключение хода вперед и назад.
Органы управления трамваем находятся в кабине водителя. На них можно воздействовать с помощью руки или ноги. В современных трамваях все больше видна тенденция к тому, что все органы управления трамваем сосредотачиваются на одной панели управления. Большинство органов управления трамваем представляет собой коммутационные электрические приборы, предназначенные для включения или отключения тока.
Что касается обучения водителей трамваев, то их готовят в основном трамвайные депо. Некоторые автошколы, связанные с депо, также осуществляют подготовку водителей трамваев. В конце обучения курсант получает водительские права категории Д с надписью «Трамвай», что означает, что он может осуществлять вождение пассажирского транспортного средства трамвай и кроме него более ничего.
Системы управления
Система тяги
В составе электросхемы вагона присутствуют следующие элементы:
· Токосъемник.
· Система управления тяговыми двигателями.
· Тяговые электродвигатели.
· Рельсы.
С помощью системы управления тяговыми двигателями можно регулировать силу тока подаваемую на тяговые электродвигатели.
Непосредственная система управления
Применялась на старых вагонах, в которых в кабине водителя находился специальный контроллер, представляющий собой особый рычаг, который можно было ставить в несколько фиксированных положений, подводя, таким образом, разную силу тока к тяговым электродвигателям. Остальная часть энергии выделялась в виде тепла.
Реостатно-контакторная система управления
Начала применяться с 60-х годов 20 века. В такой системе контроллер разделен на два блока, что позволило параллельно и последовательно включать тяговые двигатели. Это позволяет развивать трамваям разную скорость. При этом в систему управления были добавлены промежуточные реостатные позиции - они сделали разгон вагона плавне. Также в таких трамваях появилась возможность сцеплять сразу несколько вагонов и управлять двигателями во всех с одного поста машиниста.
Частотно-импульсные системы управления
В основе этих систем лежат силовые полупроводниковые элементы. В таких трамваях расположен частотно-импульсный преобразователь, который посылает на тяговый электродвигатель импульсный ток. Частота этих импульсов будет меняться в зависимости от программы подачи мощности на тяговые двигатели. Плюсами использования таких трамваев является плавность хода и значительная экономия электроэнергии.
Система торможения
Пневматическое торможение
Такой способ торможения имели самые первые трамвайные вагоны. Суть ее работы в том, что компрессор осуществлял подачу сжатого воздуха к тормозным колодками, которые под его давлением прижимались к колесам.
Электродинамическое торможение
Начало активно применяться в трамваях в 60-х годах 20 века. Суть ее работы в том, что во время торможения тяговый электродвигатель отключается от контактной сети и сам начинает работать как электрогенератор. Ток выработанный им гасится на реостате закрепленном под днищем вагона, при этом выделяется много тепловой энергии. На низких скоростях это торможение не так эффективно и тогда применяются механические (колодочные) тормоза.
Отечественные производители трамваев пока немного отстают от мировых тенденций, но постепенно наверстывают упущенное, отчасти с помощью иностранных коллег по цеху. Какие же современные модели предлагают российским транспортным компаниям и пассажирам наши и зарубежные разработчики?
Российский рынок сейчас фактически закрыт для иностранных производителей рельсового подвижного состава: муниципальные компании (а большинство отечественных трамвайно-троллейбусных управлений принадлежат городским властям) обязаны закупать исключительно технику, выпущенную в рамках Таможенного союза (ЕАЭС). Поэтому зарубежные компании, заинтересованные в нашем рынке, идут путем создания совместных предприятий. Такие схемы уже работают в производстве железнодорожной техники (электропоезда «Ласточка», они же Siemens Desiro Rus, выпускают в Верхней Пышме под Екатеринбургом). Но применение их для трамвайного транспорта ограничено низким спросом: у подавляющего большинства российских муниципалитетов нет средств на закупку современных вагонов. Поэтому на нашем рынке представлены в основном отечественные производители, способные предложить более дешевые трамваи, оптимизированные для работы на российских линиях.

Поскольку рельсовая техника стоит очень дорого (по сравнению с пассажирским автотранспортом), в мире распространена практика ее приобретения в рамках контрактов жизненного цикла (КЖЦ): транспортные предприятия покупают вагоны в рассрочку вместе с сервисным обеспечением на весь срок службы подвижного состава. Фактически в таком случае компании-операторы платят за километраж пробега техники, обслуживаемой заводом-изготовителем. Из-за нестабильной экономической ситуации и уже упомянутого отсутствия средств на обновление парка подобные схемы пока только начинают получать распространение в России (к примеру, по КЖЦ закупаются новые вагоны метро для Москвы), но только с их вводом города смогут получать современные технологичные вагоны. При обычных закупках, когда точкой отсчета является не километр пробега, а стоимость единицы техники, наиболее «выгодными» для муниципалитетов были и остаются стандартные 15-метровые одиночные вагоны.

Прежде чем мы перейдем к рассказу о представленных на российском рынке трамваях, нужно сказать, что их оборудование обладает высокой унификацией. Все они комплектуются современными транзисторными системами управления и мощными асинхронными электродвигателями, практически не требующими обслуживания. Уже не считается чем-то необычным и такое новшество, как CAN-шина, – для большинства сочлененных трамваев она применяется по умолчанию. Системы климат-контроля, спутниковой навигации, видеонаблюдения и адресного открытия дверей также перешли из списка новых функций в обязательные пункты технических заданий. Фактически современные сочлененные вагоны отличаются друг от друга вместимостью, компоновкой (количество секций и их расположение относительно ходовой части), внешним видом, интерьером салона, качеством инженерной проработки и некоторыми оригинальными техническими решениями. Именно на этих особенностях трамваев мы и решили сделать акцент.
